Технические науки / 3
Кочнев А.С., Куц Л.Е.
Саратовский
государственный технический университет имени Гагарина Ю.А., Россия
Установка аргонодуговой сварки с полуавтоматическим
механизмом, производимым сварку по прямоугольному контуру
В
настоящее время разработанное оборудование для аргонодуговой сварки
тонкостенных материалов применяется только для прямолинейных соединений и по
окружности., Однако существует необходимость сварки корпусов электронных
устройств по прямоугольной поверхности [1, 2].
В
связи с необходимостью сварки по прямоугольному контуру была разработана
установка аргонодуговой сварки УАС-14,
которая обеспечивает заданные параметры.
Установка
предназначена для аргонодуговой сварки неплавящимся (вольфрамовым) электродом
корпусов электронных устройств из легированных сталей, титановых, алюминиевых и
других сплавов.
Установка
УАС-14 применяется для производства корпусов и деталей электронных устройств в
крупносерийном (поточном) производстве (рис. 1).
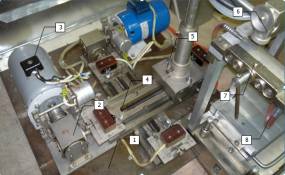
Рис. 1. Общий
вид автоматической установки аргонодуговой сварки по прямоугольному контуру.
1 - стол сварочный; 2 – редуктор; 3 –
электродвигатель; 4 - полуавтомат для сварки по прямоугольному контуру; 5 -
держатель аргонодуговой горелки; 6 - аргонодуговая горелка; 7 - приспособление
для крепления свариваемого изделия; 8 - система водяного охлаждения.
На
установке можно сваривать корпуса электронных устройств размером от 50x50 до 250x250.
Скорость перемещения горелки (скорость сварки) регулируемая от 120 до 600 мм/мин.
В
установке УАС-14 используется приспособление (п.7). Приспособление используется
для удобства прихватки и сварки тонкостенных электронных корпусов (рисунок 2).
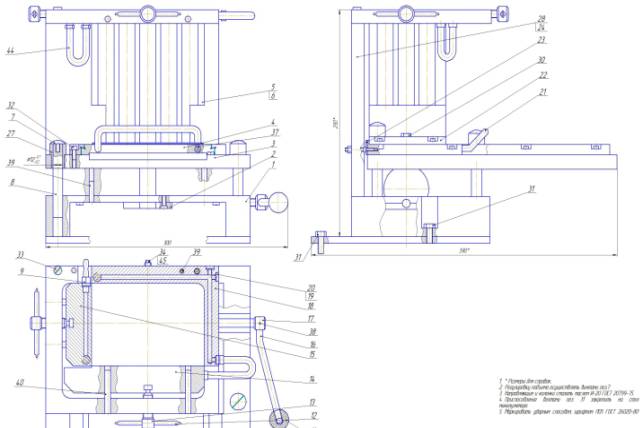
Рис. 2.
Приспособление для сборки и сварки корпусов электронных устройств
Установить
изделие (п. 5) на основание (п.3) с помощью ручки (п. 21) задвинуть до задней
стенки (п. 28). Повернуть ручку (п. 16) на 180о , которая приводит в
движение эксцентрик, что позволяет поднять изделие на 20 мм. до зажимных губок
(п. 14, 15) которые регулируют усилие зажатия изделия с помощью винта (п. 13).
После полной фиксации изделия (п.5) включается установка с заданными режимами
сварки.
Литература
1.
Николаев, В.Я.
Технологичность конструкций изделий электронной техники: учебное пособие / В.Я.
Николаев, В.Б. Теплов – Саратов: Теплов СГТУ, 2002 – 153 с.
2.
Колганов, А.А. Сварочное
производство / А.А. Колганов - Ростов
на Дону: «Феникс», 2002 – 512 с.