#Малафеев Ю. М., Мухин Р.А.
АЛМАЗНАЯ ПРАВКА АБРАЗИВНЫХ КРУГОВ
Малафеев Ю. М., Мухин Р.А.
АЛМАЗНАЯ ПРАВКА АБРАЗИВНЫХ КРУГОВ
В процессе работы шлифовального круга абразивные
зерна изнашиваются и теряют режущую способность, а круг засаливается продуктами
обработки. Для восстановления режущих свойств и геометрической формы
производится периодическая правка круга. Наиболее качественная правка
достигается с помощью алмазного инструмента. При правке алмазным инструментом
происходит интенсивное удаление целых зерен и дробление абразивного материала и
связка шлифовального круга.
Цель данных экспериментов - обоснование и
формирование концепции исследования процесса правки алмазными фасонными
роликами абразивных кругов. Для достижения поставленной цели были решены
следующие задачи: выполнен литературно-аналитический анализ имеющихся
литературных источников и патентов на тему правки абразивных кругов по Украине
и другим странам мира; проанализированы характеристики алмазных и безалмазных
правящих инструментов; рассмотрена методика исследования врезной правки
алмазными роликами.
Проведены экспериментальные исследования правки
шлифовальных кругов алмазными фасонными роликами.
Установлено влияние гидроабразивной износа
связки в процессе правки на качественные показатели правящего инструмента;
Построены 3D модели рабочей поверхности
правящего инструмента.
Объектом исследования является прогрессивный
метод правки абразивных кругов алмазными фасонными роликами. В нашем случае нам
необходимо решить проблему повышения ресурса алмазного правящего инструмента,
изготовленного методом гальванопластики, и надежного удержания алмазных зерен в
никелевой связке, подвергающихся абразивному износу
продуктами диспергирования материала шлифовальных кругов.
В результате проведенных исследований
установлено: влияние основных критериев работоспособности рабочей поверхности
правящего инструмента на объем диспергированного материала абразивных кругов;
доказано, что практический эффект замедления гидроабразивной износа связки
правящего алмазного ролика достигается при ее протекции ионно-плазменным
покрытием TiN / Co; разработан экспресс-метод исследования стойкостных
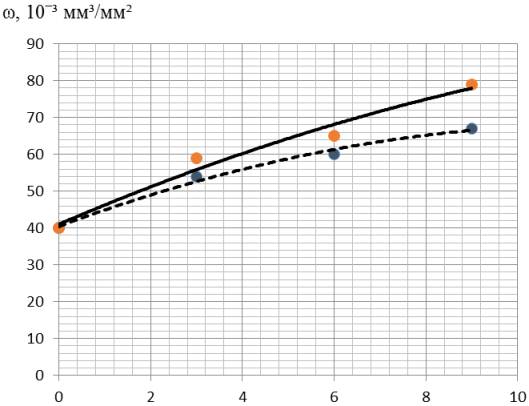
характеристик рабочей поверхности алмазных роликов (рис.1).
Общие выводы:
1.Рассмотрены
существующие методы алмазной правки абразивных кругов, проанализировано
развитие технологии правки за последние 20 лет.
2. Установлено, что
правильным выбором средств и режимов правки влияет не только на точность и
шероховатость обрабатываемой поверхности, производительность операций, расход
шлифовальных кругов, износостойкость инструментов для правки и себестоимость
шлифования.
![]()
![]()
Рис.
1. Экспериментальные значения стойкостных испытаний
![]()
![]()
3. Выполнен анализ
области применения различных материалов для правящего инструмента и существующее
оборудование.
4. Проанализированы
современные материалы, используемые для изготовления абразивных кругов и их
классификацию.
5. Проанализированы
технологические особенности гидроабразивной износа связи алмазного правящего
инструмента, установлена величина межзеренных пространства
ω, мм3/мм2.
6. Разработана
методология, которая позволяет получать адекватные 3D модели исследуемых
поверхностей правящих инструментов при относительно невысокой сложности
реализации, что позволяет поддерживать высокую режущую способность кругов.
7. Проведенные
стойкостные испытания подтвердили влияние закона гидроабразивного износа
(вымывания) никелевой связки алмазного однослойного правящего инструмента.
8. Определен
практический эффект замедления гидроабразивного износа связки правящего
алмазного ролика при его протектировании ионно-плазменным покрытием TiN/Co, а
значит и повышения работоспособности инструмента.
9. Установлено, что
скорость роста объема межзеренного пространства определяется соотношением
жесткости связки (или покрытия) и диспергируемого абразивного круга.