д.т.н., проф. Аруова Л.Б., к.т.н., доц. Даужанов Н.Т.,
Тепловая обработка
арболитовых
строительных
изделий с использованием солнечной энергии.
Изобретение относится к области
способов круглогодичной комбинированной тепловой обработки арболитовых
строительных изделий, покрытых пленкообразующим составом с
гелиоэлектротермообработкой в
светопрозрачных камерах.
Известно исследование способов
тепловой обработки легких бетонов, через пропаривание, разработанных Малининой
Л. А. Влияние параметров паровоздушной среды на деформации тяжелых и легких
бетонов при пропаривании и автоклавной обработке. В сб. трудов координационного
совещания НИИЖБ. Стройиздат, 1967 г.
Сегодня стоит задача создания
эффективных строительных конструкций и материалов, позволяющих поддерживать
условия микроклимата для человека с минимальными затратами энергоресурсов.
Применение легких бетонов является одним из главных путей создания ограждающих
конструкций с улучшенными теплоизоляционными свойствами. Наиболее эффективными
является использование бетонов на сверхлегких заполнителях как арболит.
Современная заводская технология при термообработке имеет в основном паровой
прогрев, и она имеет присущие ей недостатки:
- длительная предварительная
выдержка (2-5 час.);
- длительная термообработка
конструкций до 16 час.;
- температурные ограничения
изотермы не выше +60 0С;
- при использовании традиционного
парка форм, во избежание разрыва между слоями существует ограничение скорости
подъема температуры.
Малинина Л.А., в своей работе
показала, что тепловая обработка легкого бетона проводится пропариванием и
автоклавной обработкой при температурах 100 0С и 170 0С.
Однако ряд ограничений температуры при термообработке изделий из арболита (не
свыше 40 0С), обращает внимание на необходимость исследований по
способам термообработки с помощью электроэнергии. Эти недостатки могут быть устранены при использовании
метода комбинированной гелиоэлектротермообработки в светопрозрачных камерах,
снабженных ТЭНами (теплоэлектронагревателями) в нижней и верхней части
гелиокамеры и с использованием пленкообразующих составов для сохранения от
влагопотерь. В том числе в зимний период года и в пасмурную погоду.
Цель изобретения - получать
высококачественные изделия круглогодично, используя солнечную энергию в
комбинации с дополнительно-дублирующими источниками энергии. Для этого
гелиокамера или гелиоформа с изделием, покрытым пленкообразующим составом или
светопрозрачным покрытием проходит тепловую обработку в летний и
осенне-весенние периоды года т.е 7-8 месяцев в году в гелиокамере при температуре 40 оС по мягким режимам
с подъемом температуры 4-5 часов, с изотермической выдержкой 5-7 часов и
медленным остыванием до 20 оС. Использование пленкообразующих составов
и светопрозрачных покрытий позволит исключить потери влаги бетоном и обеспечить
процесс гидратации цемента, до получения максимально возможной прочности бетона
50-70%R28 в суточном возрасте.
Проведенные
исследования не дают возможности рекомендовать интенсифицированные режимы
термообработки. Попытка пропаривать арболит как обычный бетон привела к
снижению прочности. Это объясняется тем, что при пропаривании в арболите
возрастают внутренние напряжения за счет объемных деформаций заполнителя,
которые нарушают целостность структуры материала, одновременно увеличивается
выделение сахаров из древесного заполнителя, что способствует «отравлению»
цемента.
Наилучшие результаты получены при низкотемпературной обработке арболита но
мягким режимам: температура сушки 40...50°С и относительная влажность воздуха
80%. При таком режиме арболит приобретает распалубочную прочность через 18...20
ч. Однако прочность его при этом не превышает 25.40% марочной, а влажность
остается в пределах 30..35%. Для дальнейшего набора прочности и снижения
влажности до регламентируемых величин требуется дополнительная выдержка изделий
на закрытом складе при 16...18°С не менее 7...14 дней. После этого изделия
можно отправлять на склад с любым температурно-влажностным режимом (естественное
хранение, исключающее увлажнение).
Твердение изделии — важная технологическая операция в производстве арболита,
поэтому изучение процессов твердения и выбор оптимальных способов их ускорения
имеют большое практическое значение.
Установлено, что во всех случаях наиболее эффективна тепловая обработка
арболита при 40°С и относительной влажности воздуха 50..60%. Увеличение
температуры прогрева свыше 40°С приводит к снижению конечной прочности
материала из-за деформатнвных свойств древесины и других целлюлозо-содержащих
заполнителей.
Для изделий и конструкций из арболита режим тепловой обработки должен
обеспечивать не только требуемую отпускную и проектную прочность, но и
отпускную влажность в изделиях, не превышающую заданную.
Для снижения влажности изделий и конструкций их тепловую обработку необходимо
производить в условиях, способствующих испарению влаги из арболита. Такой
прогрев должен осуществляться при температуре не более 400С в камерах, оборудованных термоэлектронагревателями
(ТЭНами), калориферами, инфракрасными излучателями или газовыми горелками, с
устройством в них дополнительной вентиляции. Тепловая обработка изделий из
арболита в среде насыщенного пара или паровоздушной среде, а также на
термоподдонах не допускается.
Состав бетонной смеси на основе
портландцементного вяжущего подбирается с учетом получения необходимого класса
бетона по прочности и марке по средней плотности, в соответствии с действующими
инструктивно-нормативными документами, и с учетом опыта предыдущих разработок.
Подбор и проектирование составов
арболита выполняется расчетно-экспериментальным способом. Исходя из условий
получения теплоизоляционного материала класса В0,35-В3,5 и имеющего среднюю
плотность 450-700 кг/м3. Каждый состав корректируется после
электротермообработки с учетом влияния температурного фактора и фактора
разжижения арболита на формирование структуры.
Таблица 1. – Составы арболита
|
Состав |
||||
|
Цемент М400 кг/м3 |
Дробленка рисовой соломы, кг/м3 |
Вода л/м3 |
Жидкое стекло+СаCl2, кг/м3 |
Порообразователь л/м3 |
|
370 |
200 |
400 |
9+4,5 |
60 |
Таблица 2. – Прочностные
характеристики арболита
|
Вид заполнителя |
Марка арболита |
Предел прочности при сжатии R, МПа |
Призменная прочность Rпр, МПа |
Rпр/ R |
Начальный модуль упругости, МПа |
|
Рисовая лузга |
15 |
1,61 |
1,18 |
0,73 |
680 |
Данный способ тепловой обработки
изделий даст экономию 50-100% традиционного топлива, экологически чистую
окружающую среду, свободную от дымовых выбросов котельных, и гарантированное
высокое качество изделий и конструкций при суточном цикле оборачиваемости форм.
Данное изобретение поясняется
чертежом /рис.1/.
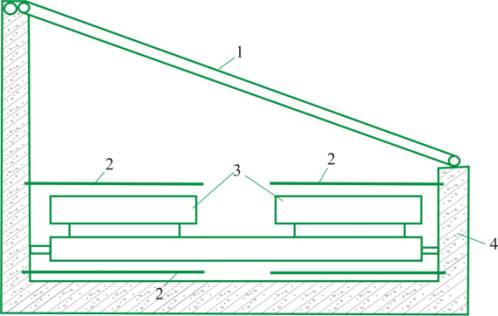
Рис.1. Схема тепловой обработки
арболита
1. Светопрозрачное покрытие
2. ТЭНы
3. Формы с изделиями
4. Теплоизолирующее ограждение