12.Автоматизированные системы управления на
производстве
К.т.н. Головицына М.В.
Профессор кафедры РЭУС
Александровского филиала
Московского
Государственного
Открытого Университета
Статистический контроль выходных
показателей качества в автоматизированной системе управления технологическим
процессом
В
работах [1-7 и др.] автором развивалась и представлена методика разработки
«сквозных» технологических моделей для прогнозирования и управления качеством
производимой промышленной продукции. Особо подчёркивалось, что разработка таких
моделей должна производиться на стадии НИР как при проектировании новых
изделий, так и для исследования идущих технологических процессов с целью их
коррекции. Доказывалось, что решение этих задач должно стать основой
автоматизированных систем научных исследований (АСНИ).
Необходимым
дополнением в этой системе является статистический контроль выходных параметров
(показателей качества). Это заключительный этап технологического процесса. Он
определяет основные выходные параметры изделия:
• общий процент выхода
годных изделий;
• распределение по
группам приборов (в процентах);
• распределение по видам
брака (в процентах).
Задача
статконтроля - изучение динамики этих параметров за определенный период
времени. Для решения этой задачи автором была разработана методика
«Статконтроль». Это решение осуществляется следующим образом: в течение смены
собирается вся имеющаяся информация о приборе. Статистика обрабатывается на персональных
ЭВМ. Технологический процесс характеризуется стабильностью по этим параметрам
относительно некоторых средних значений.
Основным
документом статконтроля и управления является производственное распределение:
оно наглядно отражает состояние технологического процесса в данной контрольной
точке. По результатам набора статистики строятся гистограммы по указанным выше
параметрам.
Периодичность
и объем выборки, достаточный для характеристики технологического процесса,
устанавливаются после набора и обработки статистики (по процессу и по прибору).
Для
построения производственного распределения параметров технологического
процесса, рассматриваемых как случайные величины, необходимо:
• определить
максимальное xmax и минимальное xmin
значения выборки;
• определить количество
интервалов "К" в диапазоне
изменения случайной величины в выборке xmin,
xmax по полуэмпирической формуле
К = 1+3,322 log (N); (1)
с
округлением до ближайшего целого, где N - объем выборки;
• определить длину
интервала по формуле
d = xmax – xmin /K; (2)
• принять xmin за начало первого интервала. Первую границу xi этого интервала определить по формуле
xi = xmin+ i d, где i=1, 2,…, К; (3)
• определить середину i-го интервала ![]() по формуле
по формуле
![]() ; (4)
; (4)
• в интервалы
распределить данные, текущие значения x которых
удовлетворяют неравенству
![]() ; (5)
; (5)
• определить количество
элементов выборки hi, попавших в каждый интервал xi-1, xi;
• определить
относительные частоты Рi попадания случайной величины в соответствующий интервал по формуле
![]() , где
, где ![]() ; (6)
; (6)
• результаты обработки,
необходимые для построения производственного распределения, представить в виде
табл.1;
• по данным, приведенным
в табл.1, построить производственное распределение параметра технологического
процесса (гистограмму). Один из примеров приведен на рис.1.
Таблица 1. Результаты обработки выборочных данных
|
Номера интервалов |
Границы интервалов |
Середины интервалов |
Количество наблюдений в интервале |
Относи- тельные частоты |
|
1. |
(xmin, x1) |
|
n1 |
р1 |
|
2. |
(x1, x2) |
|
n2 |
р2 |
|
… |
… |
… |
… |
… |
|
i |
(xi-1, xi) |
|
ni |
рi |
|
… |
… |
… |
… |
… |
|
К |
(xК-1, xmax) |
|
nК |
рК |
Программа выдает следующую информацию о
приборе: название прибора и параметра, по которому строится распределение;
далее строится производственное распределение для соответствующего параметра.
Знаком "+" печатается та часть гистограммы, которая находится в
рамках технологического допуска; знаком "–" печатается брак, т.е. та
часть, которая находится за границами допуска. После гистограммы выдаются
статистические данные: математическое ожидание, дисперсия, среднеквадратичное
отклонение, границы интервалов, количество наблюдений в интервале и частота
попаданий наблюдений в интервал.
Затем считается процент брака по нижней и
верхней границе и процент годных приборов.
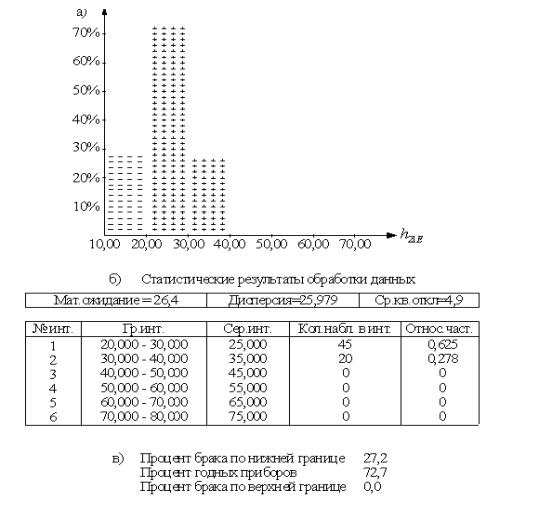
Рис.1.
Результаты статистической обработки данных по ходу технологического процесса
Транзистор
КТ 914. Партия 964. Параметр h21Е
Такой
счет идет отдельно для каждого параметра. После того, как все исходные
параметры будут просчитаны, программа обрабатывает статистику по всему прибору.
В случае обработки статистики по всему изделию осуществляется анализ
технологического процесса на точность и настроенность
Далее
производится проверка гипотезы о нормальном распределении статистики. По
выборочным данным определяются выборочные статистические характеристики
(выборочное среднее арифметическое значение ![]() ,
выборочная дисперсия S2 и т.п.), которые
являются оценками соответствующих генеральных статистических характеристик.
,
выборочная дисперсия S2 и т.п.), которые
являются оценками соответствующих генеральных статистических характеристик.
Для
определения статистических характеристик производственного распределения
необходимо:
а)
вычислить выборочное среднее арифметическое значение для не сгруппированных
данных по формуле
![]() ;
(7)
;
(7)
для сгруппированных - по формуле
![]() ( 8)
б) вычислить выборочное среднеквадратическое отклонение и дисперсию
( 8)
б) вычислить выборочное среднеквадратическое отклонение и дисперсию ![]() для не сгруппированных данных по формулам
для не сгруппированных данных по формулам
![]() ,
, ![]() ; (9)
; (9)
для сгруппированных - по формулам
![]() ;
; ![]() . (10)
. (10)
Для
определения доверительных интервалов генерального среднего арифметического
значения ![]() при неизвестной
генеральной дисперсии s 2 необходимо
при неизвестной
генеральной дисперсии s 2 необходимо
• выбрать уровень
значимости q(0,05; 0,1; 0,2);
• определить число
степеней свободы f по формуле
f = n – 1; (11)
•
определить величину распределения Стьюдента;
• верхнюю доверительную границу определить по формуле
• нижнюю
доверительную границу определить по формуле
![]() ; (13)
; (13)
• интервал
![]() (14)
(14)
является доверительным интервалом с
доверительной вероятностью
p = 1 – q. (15)
Порядок определения доверительного интервала
генеральной дисперсии следующий:
• выбрать уровень
значимости q (0,01; 0,05; 0,1);
• определить количество
степеней свободы f = n – 1 - для не
сгруппированного ряда и f =К–1 - для сгруппированного;
• определить по
выбранному уровню значимости вероятности р1
и р2 по формулам
p1 =1–q / 2; p2 = q / 2;
(16)
• по значениям р1 и р2 находим распределения Пирсона ![]() U1 и
U1 и ![]() U2
U2
• верхнюю границу
определить по формуле
![]() ; (17)
; (17)
• нижнюю границу определить по формуле
![]() ; (18)
; (18)
• интервал
![]() (19)
(19)
является доверительным интервалом s с
доверительной вероятностью
р = 1 – q. (20)
По известному количеству ni элементов, попадающих в i-й интервал, и по гипотетическим вероятностям ![]() рассчитывается
величина критерия Пирсона
рассчитывается
величина критерия Пирсона
![]() (21)
(21)
• подсчитать число
степеней свободы f по формуле
f = К –
l – 1 (22)
• выбрать уровень
значимости q (0,05; 0,005; 0,1).
• по выбранному уровню
значимости q и f - числу степеней
свободы определить табличное значение критерия.
Если
![]() , то гипотеза о соответствии производственного
распределения нормальному закону принимается. В противном случае необходимо
увеличить объём выборки.
, то гипотеза о соответствии производственного
распределения нормальному закону принимается. В противном случае необходимо
увеличить объём выборки.
Это
отдельные задачи и вопросы системы статконтроля. Последняя же должна быть
органической составной частью общей АСУ ТП.
Литература
1. Головицына М.В. Методология проектирования
РЭС: Учеб. пособие. М.: Изд-во МГОУ, 1993.
2. Головицына М.В., Зотов С.П.,
Головицын И.С. Проектирование автоматизированных технологических комплексов:
Учеб. пособие. М.: Издательство МГОУ, 2001.
3.
Головицына М.В. Автоматизация технологического процесса производства РЭС.
Проектирование технологии. / Электронное учебное пособие (Регистрационное
свидетельство №3457). М.: Депозитарий электронных изданий ФГУП НТЦ
«ИНФОРМРЕГИСТР». (Гриф Министерства Российской федерации по связи и
информатизации). 2003.
4.Статистический контроль качества. Методика выбора
контрольных точек и контролируемых параметров. «Естественные и технические
науки», 2008, №6.
5.
Предварительная обработка производственной информации: сущность и
необходимость. Журнал «Информационные технологии в образовании
и науке», 2010. Вып.6.
6.Информационные
технологии проектирования сложных технологических систем. Тезисы докладов 8-й
Российской конференции с международным участием, г. Томск, 2010.
7.
Разработка «сквозных» математических моделей для проектирования и управления
технологическим процессом производства промышленной продукции. Материалы 7-й
Международной научной практичной конференции «Новейшие достижения Европейской
науки». Т.43. Технологии. София «Бял ГРАД – БГ» ООД, 2011.