Ю.
Д. Гайлис
научный руководитель –
д-р техн. наук, профессор С. Б.Сидельников
ФГАОУ ВПО «Сибирский
федеральный университет», г. Красноярск, Россия
Проектирование технологии и
моделирование инструмента для производства длинномерных ювелирных изделий
Исследование
и оптимизация существующих производственных процессов и проектирование новых
технологий связано с созданием сложных моделей и проведением сложных и
трудоемких расчетов, учитывающих большое количество факторов. В связи с этим
используются программные продукты для ЭВМ, позволяющие проводить проектирование
технологии и моделирование инструмента с большой точностью и в короткие сроки.
Такие программы оперируют большими массивами необходимых данных и адаптированы
к конкретному производственному процессу, что повышает их производительность.
Но, как правило, подобные разработки предназначены для проектирования одного
типа или узкой группы процессов, а не целого комплекса процессов
технологической цепочки, применяемой на ювелирном производстве.
Моделирование
позволяет получить подробную информацию о параметрах технологического процесса
и их изменении во времени, не прибегая к экспериментам, требующим больших
временных и материальных затрат, особенно, если речь идет о драгоценных
металлах. Однако, для максимального приближения к реальным условиям
производства, необходим массив исходных данных, рассчитанных на предшествующем
этапе проектирования. Его также целесообразно получать с помощью программного
обеспечения для ЭВМ.
Для
реализации этой цели в среде программирования Delphi была создана программа
«PROVOL» для проектирования процессов листовой, сортовой прокатки и волочения
цветных металлов и сплавов, которые являются основными в технологической
цепочке производства ювелирных изделий [1]. Преимущество данного программного
обеспечения заключается в возможности проектирования режимов целого комплекса
таких технологических процессов. Каждый блок программы («Листовая прокатка»,
«Сортовая прокатка», «Волочение») может быть использован как в общем алгоритме
расчета, так и выполнять вычисления для одной выбранной операции (рисунок 1).
Эти блоки позволяют работать как с драгоценными, так и с наиболее
распространенными, подвергающимися холодной листовой и сортовой прокатке и
волочению, цветными металлами и сплавами в целом.
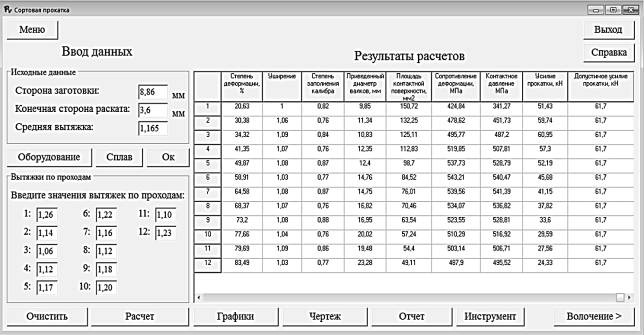
Рисунок 1 – Окно
программы «PROVOL» для расчета геометрических и энергосиловых параметров
процесса сортовой прокатки сплава белого золота
База
данных, содержащая информацию по механическим свойствам материалов, техническим
и геометрическим характеристикам оборудования (рисунок 2), может работать
автономно или в комплексе с программой для проектирования технологических
режимов прокатки и волочения [2].
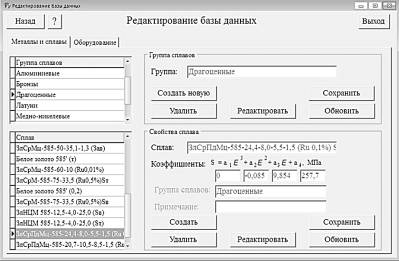
Рисунок 2 – Окно
программы «PROVOL» для редактирования базы данных
Однако
весь цикл изготовления конечного продукта включает в себя не только
непосредственно обработку полуфабрикатов, но и вспомогательные процессы, в том
числе, изготовление инструмента. Следующим этапом подготовки производства
длинномерных ювелирных изделий является проектирование калибровки (рисунок 3) и
создание 3D-моделей рабочего инструмента (валков).
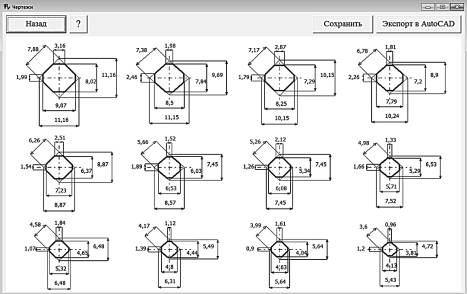
Рисунок 3 – Окно
визуализации чертежа калибров
сортовой прокатки,
формируемого программой «PROVOL»
Компанией
«Delcam plc» (Великобритания) ¬ разработано программное обеспечение,
предназначенное для моделирования, изготовления и контроля сложных изделий и
технологической оснастки с помощью процессов токарно-фрезерной обработки,
которое можно использовать в данной работе.
Моделирование
рекомендуется выполнять с помощью программного продукта FeatureCAM производства
«Delcam plc», основанного на распознавании типовых элементов, причем его
особенностью является высокая степень автоматизации принимаемых решений при
моделировании объекта и режимов обработки. Программа позволяет автоматически
создавать необходимые переходы для точения, фрезерования, сверления и других
процессов; выбирать режущий инструмент; назначать режимы резания; создавать
траектории передвижения инструмента и сгенерировать код управляющей программы.
FeatureCAM включает в себя большую библиотеку постпроцессоров с возможностью
создания новых или редактирования существующих постпроцессоров под конкретного
пользователя; модуль оптимизации подачи, который позволяет выровнять нагрузку
на инструмент; модуль визуализации обработки, благодаря чему возможна
качественная визуализация обработки 3D, либо полная визуализация на модели
станка, включая движения всех подвижных его узлов. Таким образом, данная
система позволяет с высокой степенью автоматизации моделировать производство
детали, включая все этапы – от построения двухмерной модели до получения кода
управляющей программы для станка с ЧПУ.
Особенностью
системы FeatureCAM является возможность программирования, она имеет
настраиваемый интерфейс («API») для создания макросов и программных настроек.
Таким образом, программа FeatureCAM позволяет не только обрабатывать
стандартные макросы, но и макросы, созданные пользователем. Для подобных
случаев в комплекте с программой поставляется встроенный обработчик программной
среды Visual Basic, в котором ведется обработка макросов.
С
использованием этого обработчика и интерфейса программирования приложений был
создан блок моделирования инструмента, который включен в программу «PROVOL». В
разработанном блоке моделирования инструмента на основе расчетных данных
формируется макрос на языке программирования Visual Basic для дальнейшей
передачи в систему FeatureCAM. Это позволило построить 3D-модель прокатного
валка, в автоматическом режиме выбрать режущий инструмент для обработки и
смоделировать траектории его перемещения, получить код управляющей программы
для станка с ЧПУ и, таким образом, подготовить всю информацию для изготовления
валкового инструмента.
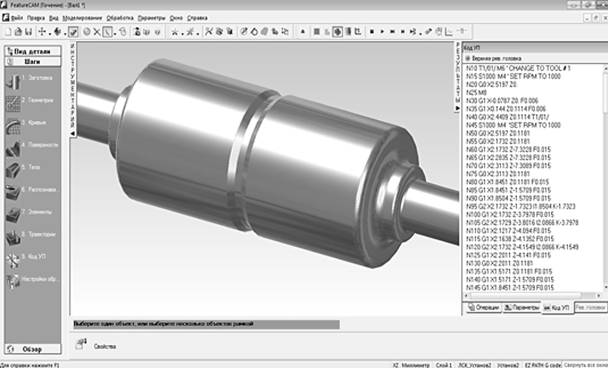
Рисунок 3 – Окно
программы FeatureCAM с областью
моделирования
валкового инструмента и областью визуализации кода УП
Разработка
вышеописанного блока программы «PROVOL» позволяет перейти от проектирования
технологического процесса и получения массива расчетных данных к следующему этапу
анализа и оптимизации технологии – моделированию и изготовлению рабочего
инструмента.
Полученная
модель инструмента в дальнейшем может использоваться для моделирования процесса
сортовой прокатки (например, в программном комплексе DEFORM). А блок генерации
макроса и экспорт данных в систему FeatureCAM позволил значительно расширить
возможности в проектировании и моделировании технологических процессов.
Результаты
проектирования технологии и инструмента использовались при анализе возможности
производства длинномерных ювелирных изделий из новых сплавов белого золота [4,
5] в условиях ОАО «Красноярский завод цветных металлов имени В.Н. Гулидова».
При этом было установлено, что проектируемый процесс производства ювелирных
цепей обеспечивает повышенный выход годного и стабильность свойств по длине
деформированных полуфабрикатов.
Таким
образом, данный блок программы позволяет охватить не только основные
технологические процессы, но и один из ключевых вспомогательных процессов –
изготовление инструмента. Также создание 3D-модели инструмента и моделирование
процесса его изготовления позволяет расширить возможности моделирования
сортовой прокатки, давая возможность более детального
исследования процесса.
Литература:
1. Довженко, Н.Н. Анализ деформационных
режимов обработки благородных металлов и сплавов на их основе /Н.Н. Довженко,
С.Б. Сидельников, Э.В. Мальцев, В.С. Биронт, А.В. Столяров, Е.С. Лопатина и др.// Цветные металлы – 2010: Сборник
докладов второго международного конгресса / Отв. редакторы: чл.-корр. РАН
Пашков Геннадий Леонидович, проф. Поляков П.В. – Красноярск: ООО «Версо». –
2010. – С. 281-283.
2. Sidelnikov S.B., Dovjhenko N.N., Lebedeva O.S., Belyaev S.V., Gailis J.D., Feskov E.V. DEVELOPMENT CALCULATION METHODS
OF TECHNOLOGICAL PARAMETERS FOR
RECEIPT DEFORMED SEMI-FINISHED PRODUCTS OF GOLD BASED ALLOYS OF PROBE 585 // Журнал Сибирского Федерального университета, №6
(5), 2012, с.615-623.
3. CAD CAM Software Solutions – Delcam [Электронный
ресурс]: официальный сайт Delcam plc. Электрон. дан.
– Режим доступа:
http://www.delcam.com. – Загл. с экрана.
4. Сидельников С.Б., Мальцев Э.В., Довженко
Н.Н. и др. Сплав на основе золота белого цвета 585 пробы. Патент РФ №2430982,
опубл. 10.10.2011, Бюл. №28.
5. Сидельников С.Б., Мальцев Э.В., Довженко
Н.Н. и др. Сплав на основе золота белого цвета 585 пробы. Патент РФ №2439179,
опубл. 10.01.2012, Бюл. №1.