И.
Е. Семенов, д.т.н., профессор МГТУ им. Н. Э. Баумана
С. Н. Рыженко, к.т.н.,
доц. МГТУ им. Н. Э. Баумана
Повышение жесткости
эластичного рабочего инструмента и расширение технологических возможностей при
обработке тонколистового металла
При обработке листовых металлов давлением
достаточно давно применяется обработка эластичными средами. К одному из
основных достоинств данного метода следует отнести значительное снижение затрат
на рабочую оснастку и увеличение гибкости, что имеет особое значение для
мелкосерийного и единичного производства. В качестве эластичной среды для
инструмента используют полиуретановые эластомеры. Большой интерес представляют
процессы изготовления тонколистовых заготовок, имеющих выпукло-вогнутую
рельефную поверхность на устройствах для локальной формовки [1]. Формирование
рельефа на поверхности заготовок при этом осуществляется при пропускании
последних между рельефной поверхностью матрицы, установленной на столе с
приводом горизонтального перемещения, и вращающимся валом с эластичной
оболочкой из полиуретана.
В качестве примера, рассмотрим устройство для
производства покрытий для крыш, в принцип работы которой заложен метод
локальной формовки, совмещенной с гибкой с применением эластичного рабочего
инструмента [1]. Схема стана представлена на
рис.1. Стан работает следующим образом: в исходном состоянии стол 17
находится в крайнем правом положении, а на матрице 8 установлена листовая
заготовка 10 которая зафиксирована левым прижимом. От электропривода стол
приводится в движение через передачу винт 4-гайка 5 и движется по роликам 7.
При этом копирующий ролик 16 отслеживает профиль рейки 6 и задает вертикальное
перемещение вала 14 с эластичной оболочкой. Процесс заканчивается когда стол
достигает крайнего левого положения. В этом положении прижим 9 откидывается и
готовая деталь
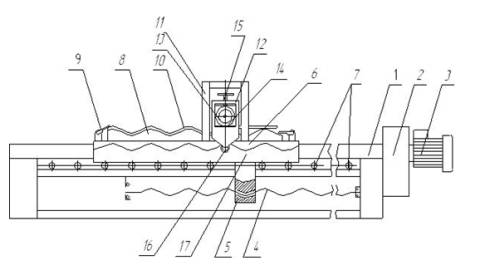
Рис.1. Конструкция гибочно-формовочного листового
стана.
снимается
с матрицы. Затем новая заготовка устанавливается на матрицу, фиксируется правым
зажимом и стол начинает движение в обратном направлении.
При обработке тонколистовых заготовок эластичный
рабочий инструмент применяют не только в операциях формообразования, но также в
разделительных операциях. Недостатком процесса является то, что при
использовании эластичной среды мы ограничены тем фактом, что давление этой
среды даже из полиуретана самых твердых марок типа СКУ-ПФЛ, недостаточно для
деформирования листовых сталей толщиной более 0,5 мм. Для увеличения давления
необходимо увеличить исходную жесткость эластичного рабочего инструмента.
Добиться увеличения жесткости эластичного
инструмента можно двумя путями:
- использованием эластичного инструмента с
регулируемой жесткостью;
- использованием армированного эластичного
инструмента.
Рассмотрим первый вариант - эластичный
инструмент с регулируемой жесткостью. Для повышения жесткости такой инструмент
предусматривает создание в нем предварительных сжимающих напряжений за счет
предварительного сжатия его в осевом направлении рис.2 [2].
Эластичный инструмент работает
следующим образом. Сначала производят предварительную настройку на требуемую
жесткость эластичных элементов 2 путем затяжки шайб 3 гайками 4, с условием,
что степень деформации
ε эластичных элементов 5%<ε<25%, так как при ε>25% стойкость полиуретановой оболочки резко уменьшается.
Затем инструмент закрепляют на стане и производят деформирование заготовки.
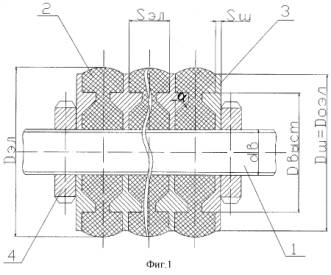
Рис.2. Эластичный инструмент с
регулируемой жесткостью.
С целью изучения поведения предварительно нагруженного
сжимающими напряжениями эластичного элемента (исследовалась оболочка из СКУ-7Л)
при различных степенях его предварительной деформации в условиях, близких к
тем, которые будут реализованы в конкретном технологическом процессе -
локальной формовке тонкого стального листа - были проведены экспериментальные
исследования и получены экспериментальные зависимости
"напряжение-деформация", представленные на рис.3 (прямая 1). Предельная
степень деформации по толщине эластичного кольца равна 0,25. Для сравнения на рис.3
(прямая 2) приведены зависимости "напряжение-деформация" для
предварительно ненагруженного по толщине эластичного кольца.
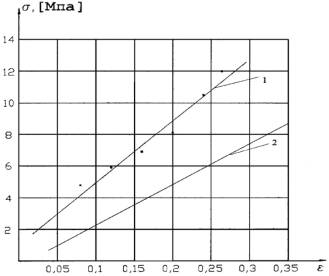
Рис.3.
Зависимости "напряжение-деформация": прямая 1 - предварительно
нагруженный; прямая 2 - ненагруженный инструмент.
Из рис.3 видно, что при предельно допустимой степени деформации
эластичной оболочки 0,25 для полиуретана марки СКУ-7Л, средние контактные
нормальные напряжения для предварительно деформированного по толщине с
преобладающими сжимающими напряжениями эластичного кольца равны 11 МПа, а для
предварительно ненагруженного эластичного кольца - 6 МПа, что почти в два раза
меньше, чем для предварительно деформированного эластичного элемента.
Рассмотрим второй вариант - армированный эластичный инструмент.
На этапе экспериментальных исследований
нагружали цилиндрические образцы по схеме одноосного сжатия (осадка). Осаживали
образцы из армированного и неармированного полиуретана марки СКУ-7Л.
Испытания образцов проводились на испытательной
машине INSTRON модели 600DX-F1-G1. Из графика, представленного на рис.4, были
определены численные значения степеней деформации в соответствующих точках
(λi) и напряжения, как отношения сил осадки к
фактической площади поверхности контакта рабочего инструмента с образцом,
которая так же подвергалась измерению в ходе выполнения эксперимента.
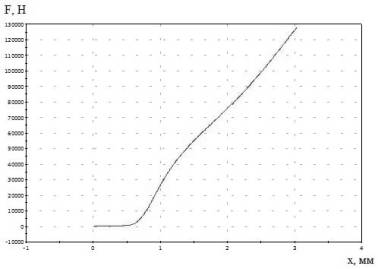
Рис. 4. График зависимости сил от величины
осадки цилиндрического образца.
В соответствии с формулами для определения
коэффициентов Муни-Ривлина были получены следующие результаты: ![]()
В
качестве задачи, позволяющей оценить численное увеличение жесткости рабочего
инструмента, как следствие его армирования кевларом, была выбрана задача осадки
эластичного рабочего инструмента на плоскость. Целью решения данной задачи
является численная оценка увеличения напряжений, возникающих в армированном
рабочем инструменте, по сравнению с
инструментом, выполненным из изотропного полиуретана.
Была
разработана математическая конечно-элементная модель задачи с использованием
специализированного программного комплекса «Ansys».
По результатам моделирования осадки изотропной и
армированной эластичной оболочки на плоскость, были получены зависимости сил F от величины осадки х и зависимости
эквивалентных напряжений по Мизесу от эквивалентных деформаций, графики которых
представлены на рис.5 и рис.6 соответственно. Анализ результатов моделирования
осадки рабочего инструмента из изотропного и армированного полиуретана на
плоскость показывает: армирование приводит к существенному увеличению сил и
напряжений до 3х раз, относительно
изотропного полиуретана при той же степени деформации.

Рис.5.
Кривые зависимости "сила осадки - величина осадки".
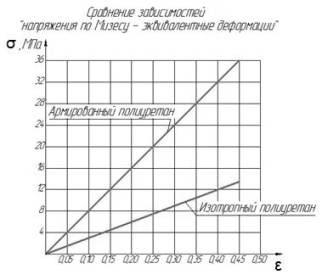
Рис.76
Зависимости "эквивалентные напряжения - эквивалентные деформации".
Выводы: использование эластичного инструмента с
регулируемой жесткостью позволяет увеличивать параметры его жесткости за счет
предварительной деформации сжатия до 2-х раз. Использование армированного
рабочего инструмента - позволяет увеличивать параметры его жесткости до 3-х
раз. Рациональное использование этих способов увеличения жесткости рабочего
инструмента позволяет существенно расширить технологические возможности данного
способа обработки металлов давлением.
Список использованной литературы.
1. пат. 2197354. RU.
Российская Федерация. 2003. Бюл. №3. 2 с. Стан локальной формовки-гибки для
изготовления изделий с рельефной поверхностью. Семенов И.Е. и др.
2. пат. 22246370 RU. Российская Федерация.
2005. Бюл. №5. 3 с. Эластичный инструмент с регулируемой жесткостью для
локальной формовки листового металла. Семенов И.Е. и др.