Технические
науки. Обработка материалов в машиностроении
К.т.н. Мухаметрахимов М.Х.
ФГБУ Институт проблем
сверхпластичности металлов РАН, Россия
Сварка давлением наноструктурных
листов из титанового сплава ВТ6
Рост потребности в новой
технике и развитие современного машиностроения связаны с изысканием новых
экономически эффективных технологий формообразования деталей сложной
конфигурации из традиционно труднообрабатываемых материалов. Одним из
перспективных технологических направлений машиностроения является сварка
давлением, совмещенная со сверхпластической формовкой (СПФ/СД) [1,2]. Однако
при использовании диффузионной сварки, являющейся разновидностью сварки
давлением, не всегда возможно получение гарантированного высокого качества ТФС
на уровне основного материала. Дело в том, что диффузионная сварка - это
структурно неконтролируемый процесс, осуществляемый при температуре, как
правило, не ниже 0,8Тпл. и напряжениях, меньших предела текучести
материала. Решение задачи получения гарантированного качества ТФС возможно при
сварке давлением в условиях традиционной сверхпластичности (СП).
На современном этапе
развития технологий горячего формообразования титановых сплавов весьма
актуальным является вопрос снижения температуры осуществления технологического
цикла. В частности, известно, что температура 760оС, по мнению
зарубежных специалистов [4], могла бы рассматриваться как оптимизированная
температура для серийной технологии изготовления изделий сложной конфигурации
авиационного назначения путем сверхпластической формовки (СПФ) и СД из листовых
заготовок титанового сплава Ti-6Al-4V,
являющегося аналогом российского сплава ВТ6.
Применение
нанокристаллических (НК) материалов [5,6] повышает актуальность использования
сварки давлением в сверхпластичном состоянии как одной из наиболее приемлемых
технологий их обработки для достижения высоких механических свойств изделий,
полученных ТФС двух или одновременно нескольких заготовок в условиях низкотемпературной СП.
Целью работы являлось
изучение свариваемости листовых титановых заготовок из НК сплава ВТ6 в температурном интервале проявления НСП.
Материалом для
исследования был выбран промышленный двухфазный титановый сплав сплава ВТ6
стандартного химического состава по ГОСТ 19807-91. Исходные заготовки сплава имели
МК структуру со средним размером зерен 2-3 мкм. В результате всесторонней ковки
исходных заготовок в них была сформирована наноструктура со средним размером
зерен/субзерен около 0,3 мкм [7]. Соединение листовых заготовок, собранных в
пакет, выполняли в штамповом блоке, включающем силовые плиты и крепежные
элементы. Штамповый блок устанавливали в вакуумную печь
СНВЭ-1,3.1/16-ИЗ-УХЛЧ.1. Полученную таким образом сборку стягивали силовыми
элементами штампа, а затем устанавливали в вакуумную печь. Сварку в твердом
состоянии осуществляли при температурах 650-750оС в течение 120 мин
приложением газообразного аргона (давление 5 МПа) из штуцера через гибкую
мембрану на свариваемые образцы. Качество ТФС оценивали по результатам
механических испытаний на сдвиг по методике подробно представленной в [8], а
также металлографических исследований с помощью сканирующего электронного
микроскопа «TESCAN MIRA3 LMU» по относительной объемной доле (протяженности)
пор в поперечном сечении зоны соединения. Механические свойства исследуемого
сплава на сдвиговую прочность определяли при комнатной температуре. Для
механических испытаний использовали универсальную машину фирмы «Инстрон».
Успешное решение ряда
сложнейших технологических задач производства возможно с использованием процесса
твердофазной деформационной сварки объемных полуфабрикатов в НК состоянии
[9,10,11,12] на основе эффекта низкотемпературной СП. Поэтому эксперименты по
соединению листовых заготовок из НК сплава ВТ6 проводили при повышенном
сварочном давлении (5 МПа) в интервале температур от 650 - 750оС.
Металлографические исследования показали, что в зоне ТФС присутствуют преимущественно единичные поры сферической формы и относительная протяженность микропор в зоне ТФС при температуре 650оС составила 0,5, при 700оС – 0,1 и с повышением температуры до 750оС уменьшилась до 0,06. При этом средний размер зерен в образцах, соединенных при 750оС, возрос до 3 мкм (рис. 1 а,б и в).

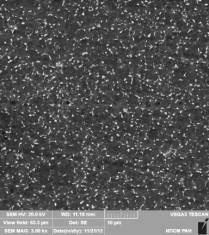
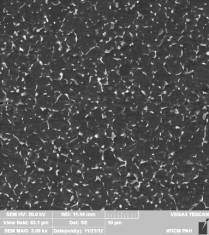
а)
б) в)
Рис. 1. Микроструктура
зоны ТФС НК титанового сплава ВТ6 после сварки
давлением при температурах: а) 650оС; б) 700оС;
в) 750оС
Результаты механических
испытаний при комнатной температуре показали, что сдвиговая прочность ТФС
составила примерно 98% от соответствующей прочности основного материала. Максимальное значение напряжения сдвига наблюдали на
образце, полученном сваркой при температуре 650оС.
Таким образом, изучены
прочностные свойства твердофазного соединения НК листов из титанового сплава
ВТ6 в условиях низкотемпературной СП и экспериментально доказана
технологическая возможность достижения сдвиговой прочности ТФС уровня близкого
к сдвиговой прочности основного материала.
Литература
1. Р.Я. Лутфуллин, О.А. Кайбышев, О.Р. Валиахметов, М.Х. Мухаметрахимов,
Р.В. Сафиуллин, Р.Р. Мулюков. Соединение в твердом состоянии
нанокристаллических титановых сплавов // Перспективные материалы. 2003. №4, с.
21-25.]
2. Lutfullin R.Ya., Kruglov A.A., Safiullin R.V., Mukhametrahimov M.K.,
Rudenko O.A. Processing properties of nano- and submicro-crystalline Ti-6Al-4V
titanium alloy // Materials Science and Engineering A. 2009. V. 503. P.
52-54.
3.
Comley P.N. Lowering the Heat-The
Development of Reduced SPF Temperature Titanium Alloys for Aircraft Production.
Materials Science Forum Vols. 447-448, Trans Tech Publications, 2004, pp.
233-238.
4. O.A. Kaibyshev,
G.A. Salishcev, R.M. Galeyev,
R.Ya. Lutfullin, O.R. Valiakhmetov,
Валиахметов О.Р. Patent RU
2134308 (1999) [Кайбышев О.А., Салищев Г.А., Галеев Р.М., Лутфуллин Р.Я.,
Валиахметов О.Р. Способ обработки титановых сплавов // Патент РФ № 2134308, 1999.]
5.
M.Kh. Mukhametrakhimov, R.Ya. Lutfullin. In: Current Status of Theory and
Practice of Superplasticity in Materials. Ufa, Gilem
(2000) P. 118 (in Russian).
6. Kaibyshev O.A., Salishchev G.A., Galeyev R.M., Lutfullin R.Ya. and
Valiakhmetov O.R. // Patent PCT/US97/18642. WO 9817836. 30.04.1998.
7. I.V. Kazachkov, V.K. Berdin. Zavodskaya Laboratoria 55
(7), 82 (1989) (in Russian) [И.В. Казачков, В.К. Бердин. Методика оценки качества
диффузионного соединения тонколистовых металлических материалов Заводская лаборатория 55 (7), 1989 С. 82-84.
8.
M.Kh.
Mukhametrakhimov, R.Ya.
Lutfullin.
Effect
of vacuum annealing on the structure and mechanical properties of the NC alloy
VT6., Deformation and Fracture of Materials №10, 2008, P. 38
(in Russian)
9. A.A. Kruglov, R.Ya. Lutfullin,
M.Kh. Mukhametrakhimov, O.A. Rudenko, R.V. Safiullin. Journal of
Advanced Materials. 6, 79 (2005) (in
Russian) Средний размер зерен в титановом сплаве ВТ6 и
выбор рациональной схемы интегрального процесса сверхпластической формовки /
сварки давлением // Перспективные материалы. 2005. №6. С. 79-85
10. R.Ya.
Lutfullin, M.Kh.
Mukhametrakhimov. Твердофазное
соединение нанокристаллического титанового сплава при пониженных температурах. Journal of Advanced Materials 7, 189 (2009) (in Russian). 2009 г., №7. с. 189-193
11. M.Kh. Mukhametrakhimov. Solid State Joining in
Nanostructured Titanium Alloy VT6 / Rev. Adv. Mater. Sci. №3, Vol. 25, 2010, pages 273-280.