Agriculture 4. Technologies of storage and processing
of agricultural products
Assoc. Prof. V.Yu. Ovsyannikov, graduate student Ya.I. Kondrateva,
student T.S. Kirichenko, student Yu.S. Kraminova
Voronezh State University of Engineering Technologies,
Russia
Estimation of loss of target
components in the refrigerant
concentration of cherry juice
In
order to investigate the influence of various factors on the concentration of
cherry juice freeze experimental setup used on the basis of the ice maker «Blexmatic
V41 electronic» with controlled heat
exchange area of freezing elements.
The
installation consists of a refrigeration unit with a system of supplying and
discharging the refrigerant, ensures the desired boiling temperature of the
refrigerant in the evaporator grunions, tilting bath container for the product.
Surface moisture freezing evaporator is a stud with ribs immersed in a bath of
the product.
The
weight of frozen ice determined in one cycle of the plant.
Power
refrigeration units allow the experiments to obtain the boiling point of the
refrigerant from 262 to 250 K by varying the cooling capacity of the
compressor. The pressure in the suction and pressure line of the compressor
controlled by means of pressure gauge placed on the dashboard.
In the
experiment recorded readings boiling point refrigerant in the evaporator, the
suction pressure and the compressor discharge flow rate of the product and the
cycle of freezing moisture.
After
the expiration of the freeze cycle adopted is 60 minutes pump motor switched
off, poured the remains of the product from the storage container into the
bath, the bath led to "turned" and the switching operation of the
refrigeration unit in the mode of "thaw." At the same time due to
switching solenoid valves, you can supply the hot refrigerant vapor in the
journal evaporator ice layer in contact with them and a fin element partially
melts the ice and slides freely with them in the ice storage.
After
freezing cycle is determined by the performance of the installation, frozen
ice, solids content of the concentrated product, and the solution obtained
after the melting of ice, frozen.
Study
investigated the dependence of the average coefficient of impurity, frozen ice,
which is a ratio of the solids content in ice, frozen to the solids content of
the concentrated solution of the regime factors work chiller plant (Fig. 1-3).
Analyzing
the dependence of the average coefficient of distribution of impurities in
chilled ice from the boiling point of the refrigerant in the evaporator of the
chiller plant should be noted that lowering the boiling point refrigerant
causes a non-linear monotonic increase of solids discharged from the
ice-chilled, which can be explained by the occurrence of quasi-stationary
conditions of the formation of ice crystal structure with Seizure of the liquid
phase and the violation of the terms of the diffusion "rejection" of
cherry juice solids from the crystallization front in large quantities the
temperature difference [1].
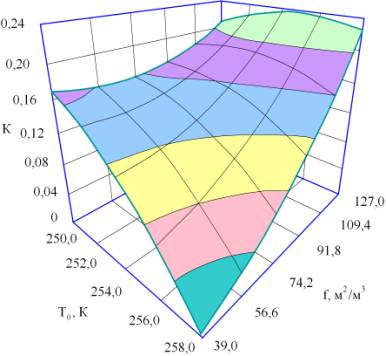
Fig. 1. The dependence of the average coefficient of distribution of impurities in the ice chilled
K at a rate of initial product Q = 2 ·10-5 m3/s and the initial solids content of the product
12.5 % of the reflux temperature of
the refrigerant in the evaporator T0, K, and the specific
area heat exchange surface f, m2
mp3
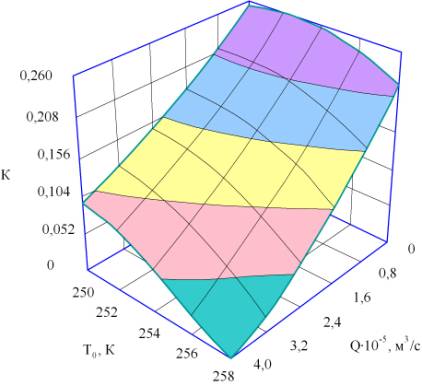
Fig. 2. Dependence of the average
coefficient of distribution of impurities in the ice chilled K for
specific heat exchange surface area
f = 83 m2 / m3 and initial solids content of the product
12.5 % of the reflux temperature of
the refrigerant in the evaporator T0, K, and the initial
product flow Q·m3/s
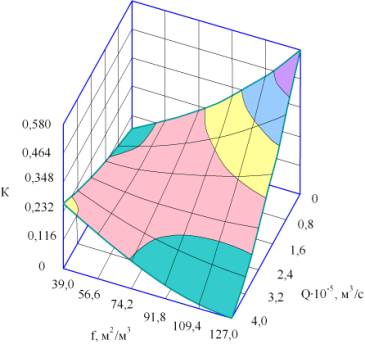
Fig. 3. Dependence of the average
coefficient of distribution of impurities in the ice chilled K at reflux
temperature of the refrigerant in the evaporator T0 = 252 K, the
initial solids content of 12.5 % in the product of the specific heat exchange
surface area f, m2/m3 and consumption of starting
material Q·10-5 m3/c.
Freeze-cherry
juice at boiling temperature of the refrigerant over 258.0 K observed minimum
solids content in the solution obtained by melting ice, frozen.
The
character of changes in the average of the distribution coefficient of
impurities in ice, frozen by the specific surface area of heat exchange
elements and non-linear.
Increasing
the specific surface area of the heat exchange elements causes an increase of
dry matter content in a solution obtained by melting ice chilled cherry juice
during concentration [2].
Investigation
of mean coefficient of distribution of impurities in the flow of ice, frozen
juice fed to the chiller plant is shown that it has a pronounced linear nature.
By increasing the flow of juice into the working space of the chiller plant is
increased in proportion to the quantity of solids discharged to chill with ice.
Literature
1. L. Pap Freeze concentration. Translation.
with Hungarian, edited by O.G. Komyakova. - M.: Light and Food Industry, 1982.
- 97 p.
2.
Ovsyannikov V.Yu. Study of the process of freezing moisture from the extracts
of the endocrine and special raw material. Diss. cand. tech. the sciences.
Voronezh. State. tech. Acad., 2003. 184 p.