Концентрирования водных
растворов спиртового и дрожжевого производства
ã В.Г. Казаков, С.В. Ковалев, С.И.
Лазарев
ВВЕДЕНИЕ
В процессе производства хлебопекарных
дрожжей и этилового спирта из свеклосахарной мелассы образуется слабокислая
барда, содержащая 5–6 % сухих веществ и 94–95 % воды [1–3]. Для дальнейшего
использования скоропортящейся и малотранспортабельной последрожжевой барды в
производстве кормовых дрожжей, кормового белка, органоминеральных удобрений, а
также строительных материалов (цемента, бетона) её необходимо предварительно
сконцентрировать (обезводить) [3]. Обычно для этих целей используют процесс
выпаривания. Применение процесса выпаривания при концентрировании последрожжевой
барды характеризуется большими площадями выпарных аппаратов и огромными
энергозатратами на процесс испарения воды, а также на поверхности выпарного
аппарата образуется накипь, что требует частой регенерации теплообменной
поверхности выпарного аппарата. С целью снижения энергозатрат и уменьшения
теплообменной поверхности выпарных аппаратов на процесс концентрирования были
проведены исследования по концентрированию и очистке последрожжевой барды АО
«Рассказовский биохимический завод» обратным осмосом.
Для
более глубоких исследований проведены эксперименты по изучению влияния концентрации
в растворе на удельный поток растворителя и коэффициент задержания процесса
обратноосмотического разделения.
В
экспериментальных исследованиях использовались промышленно выпускаемые ЗАО НТЦ
«Владипор» образцы мембран серии МГА-100 и ОПМ-К, паспортные данные которых
легко найти в открытой печати или каталогах центра производителя [4].
Экспериментальные
данные по удельному потоку растворителя и коэффициентам задержания от исходной концентрации растворенных веществ были получены
на лабораторной обратноосмотической установке плоскокамерного типа с замкнутой
циркуляцией раствора по тракту ретентата, схема которой представлена на рис. 1.
Исследования
проводились при рабочем давлении Р = 4,0 МПа, температуре Т = 293
К и скорости раствора в плоском канале над поверхностью мембраны W
= 0,25 м/с.
Удельный поток
растворителя рассчитывали по следующей формуле:
![]() , (1)
, (1)
где V – объем полученного пермеата, м3; Fм – рабочая площадь мембраны, м2; t – время проведения эксперимента, с.
Экспериментальные
и расчетные зависимости удельного потока растворителя от исходной концентрации
растворенных веществ раствора производства спирта и дрожжей из мелассы для
исследуемых обратноосмотических мембран МГА-100 и ОПМ-К представлены на рис. 1.
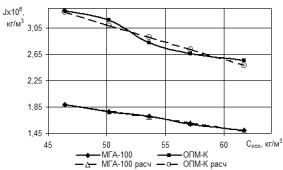
Рис.
1.
Экспериментальные и расчетные зависимости удельного потока растворителя от исходной концентрации растворенных веществ для
мембран МГА-100 и ОПМ-К при Р = 4,0 МПа, Т = 293 К и W
= 0,25 м/с
Так
как удельный поток растворителя при увеличении концентрации растворенного вещества
представлен убывающей зависимостью и на основании того, что в литературных
данных удельный поток описывается формулой [5]:
![]() ,
(2)
,
(2)
где К1 – коэффициент
водопроницаемости мембраны, ((м3/м2.с)/МПа); ΔP
– перепад давления на мембране, МПа; Δπ – перепад осмотического
давления в растворах по обе стороны мембраны, МПа, было принято решение
использовать эмпирическую зависимость следующего вида с учетом основных
параметров процесса баромембранного разделения (давления, концентрации,
температуры):
![]() , (3)
, (3)
где
Сисх – концентрация растворенных веществ в исходном растворе,
кг/м3; Т – температура раствора, К; k1, k2 – эмпирические
коэффициенты, зависящие от типа мембраны и раствора.
Полученные при помощи
программы Excel 2007 в результате расчета методом поиска решения
эмпирические коэффициенты k1, k2 представлены в табл. 1.
Сравнение экспериментальных и расчетных значений
удельного потока растворителя от исходной концентрации растворенных веществ
(см. рис. 3) дало удовлетворительный результат. (Расхождение не превышает ±10
%).
По концентрациям растворенных веществ в пермеате
и исходном растворе рассчитывался коэффициент задержания по следующей формуле [5]:
![]() , (4)
, (4)
где Спср – концентрация
растворенных веществ в пермеате, кг/м3.
Экспериментальные
зависимости коэффициентов задержания от исходной концентрации растворенных
веществ раствора производства спирта и дрожжей из мелассы для исследуемых
обратноосмотических мембран МГА-100 и ОПМ-К представлены на рис. 2.
Зависимость
коэффициента задержания от исходной концентрации растворенных веществ рис. 2
имеет убывающий характер, а при анализе можно отметить, что К от Сисх
снижается, т. к. возрастает концентрационная поляризация. Также, вероятно, с
изменением концентрации раствора производства спирта и дрожжей из мелассы
изменяется структура раствора, и эти изменения отражаются на толщине слоя воды,
связанной с поверхностью мембраны водородной связью, что, в свою очередь, и
приводит к уменьшению коэффициента задержания [5].
Таблица 1 Значения эмпирических
коэффициентов для уравнения (3)
|
Мембрана |
К1 · 106 |
k1 |
k2 |
|
МГА-100 |
0,768 |
0,033 |
1,035 |
|
ОПМ-К |
1,705 |
0,037 |
–50,038 |
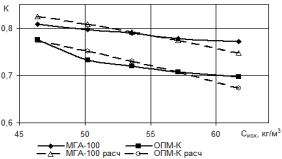
Рис.
2.
Экспериментальные и расчетные зависимости коэффициента задержания от исходной
концентрации растворенных веществ для
мембран МГА-100 и ОПМ-К при Р = 4,0 МПа, Т = 293 К и W
= 0,25 м/с
На основе анализа
полученных экспериментальных и литературных данных было принято решение
применить для расчета коэффициента задержания методику, предложенную Б.В.
Дерягиным, Н.В. Чураевым, В.М. Старовым и Г.А. Мартыновым [6]:
![]() , (5)
, (5)
где
![]() – коэффициенты диффузии в свободном объеме и в мембране
соответственно, которые зависят от концентрации растворенного вещества и
температуры раствора, м2/с; h, δ – толщина
мембраны и не перемешиваемого слоя, м; γ – равновесный коэффициент распределения;
V – скорость фильтрации раствора, (м3/м2.с).
– коэффициенты диффузии в свободном объеме и в мембране
соответственно, которые зависят от концентрации растворенного вещества и
температуры раствора, м2/с; h, δ – толщина
мембраны и не перемешиваемого слоя, м; γ – равновесный коэффициент распределения;
V – скорость фильтрации раствора, (м3/м2.с).
После некоторых преобразований для нашей системы
формула (5) примет вид:
 , (6)
, (6)
где к1, к2, к3
– эмпирические коэффициенты, зависящие от типа мембраны и раствора.
Таблица 2 Значения эмпирических
коэффициентов для уравнения (6)
|
Мембрана |
к1 |
к2 |
к3 |
|
МГА-100 |
1,00E+00 |
2,00E+00 |
9,24E+05 |
|
ОПМ-К |
1,00E+00 |
2,00E+00 |
4,50E+05 |
Полученные
при помощи программы Excel 2007 в результате
расчета методом поиска решения эмпирические коэффициенты к1, к2,
к3 представлены в табл. 2.
Сравнение
экспериментальных и расчетных значений коэффициента задержания от исходной
концентрации растворенных веществ (см. рис. 4) дало удовлетворительный результат.
(Расхождение не превышает ±10 %).
ЛИТЕРАТУРА
1.
Мариченко В.А.,
Смирнов В.А., Устинов Б.А. и др.
Технология спирта. М.: Легкая и пищевая пром-сть, 1981. 416 с.
2.
Фукс А.А. Технология спиртового производства. М.:
Пищепромиздат, 1951. 583 с.
3.
Артюхов В.Г.,
Горбатенко В.Г., Гайворонский Я.С.
Переработка мелассы на спирт и другие продукты по безотходной технологии. М.:
Агропромиздат, 1985. 287 с.
4.
Мембраны, фильтрующие
элементы, мембранные технологии. Каталог. Владимир: ЗАО НТЦ «Владипор», 2004.
22 c.
5.
Дытнерский Ю.И. Обратный осмос и ультрафильтрация. М.: Химия, 1978.
352 с.
6.
Дерягин Б.В., Чураев
Н.В., Мартынов Г.А. и др. // Химия и
технология воды. 1981. Т. 3. № 2. С. 99-104.