Технические
науки/12. Автоматизированные системы управления на производстве
Аспирант Песков Н.П.
Дзержинский политехнический институт, Россия
филиал Нижегородского государственного технического университета
им. Р.Е. Алексеева
Эффективное управление многомерным
процессом ректификации этаноламинов
Этаноламины получаются путем насыщения
концентрированного раствора аммиака окисью этилена и последующим
фракционированием полученной смеси методом непрерывной ректификации.
Автоматизация процесса ректификации представляет собой сложную
инженерную задачу вследствие большого числа регулируемых параметров, их
взаимной связи, сложной и недостаточно изученной динамики процесса. К тому же
ректификационная колонна – объект управления со значительной инерционностью и
временем запаздывания по каналам управления.
Управляемая ректификационная
установка относится к многомерным объектам автоматизации. Многомерными
называются объекты, имеющие несколько регулируемых величин и соответствующее
число регулирующих воздействий. При этом регулируемые величины могут зависеть
друг от друга. Связь между регулируемыми величинами осуществляется за счет
наличия в объекте перекрестных связей между каналами регулирования, при которых
изменение регулирующего воздействия по одному каналу приводит к изменению не
только «собственной» регулируемой величины, но и других. Такие объекты и системы
управления называются объектами и системами связанного регулирования [1].
Структурная схема многосвязного
объекта приведена на рис. 1, где приняты обозначения:
W ii (p) -
«собственная» передаточная функция i-го канала
регулирования,
W ij (p) - передаточная
функция перекрестной связи от i-го регулирующего
воздействия к j-той регулируемой величине.
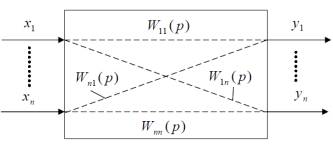
Рис. 1 – Структурная схема многосвязного объекта
управления
Целью эффективного управления
процессом непрерывной ректификации этаноламинов является получение товарных
продуктов (моно-, диэтаноламинов) надлежащего качества. Требуемое качество
продуктов можно обеспечить путем регулирования косвенных показателей качества –
температуры верха и низа ректификационной колонны. Управляющими воздействиями в
этом случае будут изменения расхода пара в кипятильник и расхода флегмы на
орошение колонны. Принципиальная схема автоматической система регулирования
температуры верха и низа ректификационной колонны приведена на рис. 2.
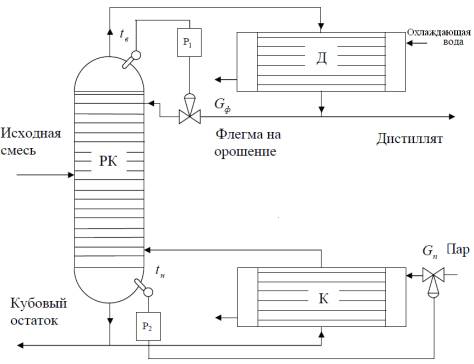
Рис. 2 – Автоматическая
система регулирования температуры верха и низа ректификационной колонны
На рис. 2 обозначено:
РК, Д, К – соответственно
ректификационная колонна, дефлегматор, кипятильник кубового остатка,
t в , t н - температуры
верха и низа ректификационной колонны,
G ф , G п - расходы флегмы
на орошение и пара в кипятильник,
Р1, Р2 - регуляторы
температурного режима верха и низа ректификационной колонны.
Изменения расходов Gф и Gп приводят к
изменению не только «своих», но и «чужих» регулируемых величин, таким образом,
температуры верха и низа колонны оказываются взаимосвязанными [1].
Независимый расчет контуров
регулирования (неучет перекрестных связей) может привести к ухудшению качества
регулирования в многосвязной системе за счет влияния перекрестных связей вплоть
до потери работоспособности системы. Это происходит потому, что каждая пара
перекрестных связей между i-тым и j-тым каналами приводит к образованию нового замкнутого контура,
который может оказаться неустойчивым.
Структурная схема автоматической
системы регулирования с двумерным объектом представлена на рис. 3:
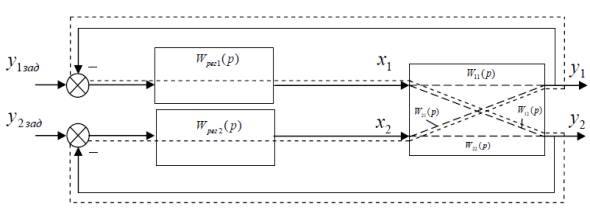
Рис. 3 – Структурная схема автоматической системы
регулирования с двумерным объектом
Наличие двух перекрестных связей
в объекте приводит к образованию нового замкнутого контура (штриховая линия на
рис. 3), который может оказаться неустойчивым, что приведет к неустойчивости
всей системы в целом.
Для оценки степени взаимного влияния
контуров регулирования вводится понятие комплексного коэффициента связности [2].
Один из методов расчета
многосвязных систем заключается в введении перекрестных связей между
регуляторами с тем, чтобы скомпенсировать влияние перекрестных связей в объекте
(«развязать» контуры регулирования). Такой подход называют принципом автономности
Вознесенского [3]. Если эту задачу удается решить точно, многосвязная система
распадается на ряд независимых друг от друга (автономных) контуров.
На рис. 4 изображена двумерная автоматическая
система регулирования со структурами объекта и регулятора, в которых каждый
вход действует на все выходы, а точки суммирования сигналов расположены на
выходах. В этом случае требуется выбрать
передаточные функции перекрестных связей в многомерном регуляторе Wр12(р) и Wp21(p) так, чтобы скомпенсировать перекрестные связи в
объекте W12(р) и W21(p) («развязать» контуры).
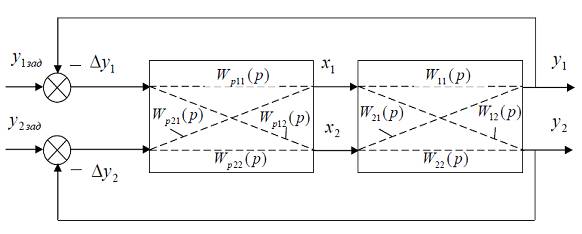
Рис. 4 – Двумерная Автоматическая система
регулирования
В случае, если передаточные функции Wр12(р) и Wp21(p) оказываются достаточно сложными или
физически нереализуемыми, для их расчета используют приближенные методы и, в
частности, с этой целью можно использовать методику расчета устройств
компенсации возмущения [4].
Таким образом, основная проблема при разработке многомерных регуляторов
– перекрестные связи. Задачей синтеза многомерной системы, в первую очередь,
является компенсация взаимного влияния каналов регулирования за счет введения
дополнительных компенсирующих связей. Настройка автономных контуров
многосвязного регулирования с применением компенсаторов возмущений, в условиях
полной автономности, довольно трудоемкая задача. Альтернативой данной системе
управления может служить система управления по возмущению с использованием
математической модели объекта управления.
Литература:
1. Дудников, Е.Г. Автоматическое
управление в химической промышленности. М.: Химия, 1987. – 384 с.
2. Пантелеев, А.В. Методы оптимизации в
примерах и задачах / А.В. Пантелеев,
Т.А. Летов. 2-е изд. - М.: Высшая школа, 2005. - 544 с.
3. Комиссарчик, В.Ф. Автоматическое
регулирование технологических процессов / В.Ф. Комиссарчик. Тверь: ТГТУ, 2001.
- 248 с.
4. Лукас, В.А. Теория автоматического
управления / В.А. Лукас. — 2-е изд., перераб. и доп. М.: Недра, 1990. - 416 с.