Технические науки / 2.Механика
Д.т.н. Антонюк
В.Е.
Объединенный
институт машиностроения Национальной академии наук Беларуси, Беларусь
Динамическая стабилизация
в технологическом цикле изготовления нежестких деталей
В процессе изготовления
большинство деталей подвержено различным видам деформаций, приводящих к
изменению их геометрических параметров, при этом возникают различные виды
остаточных напряжений, детали могут деформироваться также от сил резания и
зажима, перепада температур и структурных изменений и т.п. Особенно заметно
влияние этих воздействий при изготовлении таких нежестких деталей, как диски,
коленчатые и торсионные валы, трубы и
т.д.
Для исправления
этих явлений применяются различные виды правки деталей, а также ряд
других технологических приемов. Однако до настоящего времени нет общепринятых
универсальных и высокоэффективных
методов стабилизации геометрических параметров деталей в процессе их
изготовления.
Обычные методы механической правки позволяют
улучшить геометрическую форму детали в процессе изготовления, однако спустя
некоторое время деталь приобретает опять первоначальное искажение.
Известен
метод правки на прессах путем деформирования детали в направлении, противоположном погрешности формы детали. Но при этом следует
учитывать, что качество правки на прессах зависит от опыта оператора. Правка на
прессах не позволяет снимать остаточных
напряжений и достигнутая точность
детали сохраняется только на кратком промежутке времени. Деталь после такой правки продолжает деформироваться.
Метод правки на роликовых правильных
станах широко
используется при правке листового и сортового проката. В листоправильных
машинах число валков составляет от 7 до 17, а в
некоторых случаях — от 19 до 29. Однако и этот метод правки не гарантирует
полного снятия остаточных напряжений и сохранение стабильной геометрической
формы детали. Поэтому одним из направлений совершенствования роликовых
правильных устройств является увеличение количества роликов для увеличения числа циклов нагружения детали, хотя это
направление ограничено возможностями конструкции правильных устройств.
Известные
методы снятия остаточных напряжений путем различных видов термической обработки
позволяют стабилизировать геометрические параметры деталей, но при этом
термические методы довольно длительны и требуют значительных
энергетических затрат.
В
качестве эффективного и
малозатратного способа стабилизации
геометрических параметров нежестких деталей предлагается использовать
динамическую стабилизацию [1]. Динамическая стабилизация имеет ряд преимуществ
по сравнению с известными способами
правки и снятия остаточных напряжений. Динамическая стабилизация не требует
значительных энергозатрат по сравнению с термическими методами стабилизации, а
время исполнения самой операции в технологическом цикле изготовления деталей
определяется всего несколькими минутами для любых деталей. Требуемая окончательная точность детали
достигается независимо от величины исходной погрешности, что не требует проведения
предварительных замеров погрешности детали
и расчета величин деформирования для каждой детали, как это происходит
при правке на прессах, в результате не требуется обслуживания процесса правки
квалифицированным оператором. Количество
циклов нагружения при динамической стабилизации не ограничено конструкцией установки, как
это наблюдается при использовании
роликовых правильных машин. Режимы динамической стабилизации назначаются исходя
из конкретных параметров и свойств материала детали, что позволяет максимально
учитывать особенности конкретной детали. В процессе динамической стабилизации обеспечивается
высокая степень снижения остаточных напряжений, в результате детали после
динамической стабилизации сохраняют
длительное время достигнутую точность.
Динамическая стабилизация основана на том, что при нагружении детали знакопеременной
циклической нагрузкой происходит стабилизация геометрической формы детали
относительно оси или плоскости приложения
знакопеременной нагрузки. Для динамической
стабилизации необходимо создание в материале деталей упругопластических
деформаций и напряжений, которые приводят к
возникновению петли
гистерезиса, циклический характер
нагружения происходит в переходной зоне между мало- и многоцикловой усталостной прочностью. Исследования свойств материалов в этой
зоне отмечают положительное влияние циклического нагружения на снижение
остаточных напряжений, упрочнение материала и на дальнейшую работоспособность
материалов и деталей [2-4].
К
настоящему времени разработаны основные теоретические положения динамической
стабилизации и динамическая стабилизация успешно использовалась при
изготовлении различных типов дисков [5].
На предприятиях России, Украины и Болгарии было внедрено в производство 26
установок для динамической стабилизации
дисков сцепления, на которых ежегодно
проходили динамическую стабилизацию около 1,8 млн дисков. В результате использование динамической стабилизации позволило достичь для всех дисков
сцепления стабильной точности по отклонению от плоскостности в пределах 0,5 мм
и по биению в пределах 0,8 мм при исходных отклонении от плоскостности до 1,7
мм и биении до 2,5 мм.
При
производстве тормозных и фрикционных дисков бортовых фрикционов тракторов и других гусеничных машин было
внедрено 19 установок различных типов для динамической стабилизации, на которых
подвергались динамической стабилизации ежегодно свыше 2 млн дисков с наружными диаметрами до 500 мм.
Практически для всех дисков на этих предприятиях была достигнута точность по отклонению от плоскостности в
требуемых пределах 0,15…0,25 мм, в то время как до внедрения динамической
стабилизации на этих предприятиях отклонение от плоскостности фрикционных
дисков достигало 1…2 мм.
В 2010 году процесс динамической стабилизации был
внедрен при изготовлении тормозных дисков с размерами наружного диаметра до 950
мм, используемых в маслоохлаждаемых тормозах
каръерных самосвалов. С учетом
требований к этим дискам разработана технологическая концепция
изготовления тормозных дисков, которая представлена на рисунке 1 и заключается в том, что динамическая стабилизации дисков вводится на промежуточных стадиях технологического
процесса для заготовки диска, для диска после предварительного шлифования и для
окончательно обработанного диска, т.е. после операций, вызывающих повышенные
отклонения от заданной точности детали .
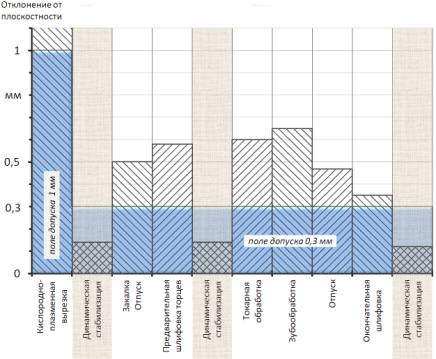
Рисунок 1 –Концепция технологического процесса с использованием динамической стабилизации для изготовления дисков с диаметрами до 950 мм
Разработаны рекомендации по
проектированию и создана принципиально новая конструкция установки с ЧПУ для
динамической стабилизации дисков. В
результате внедрения динамической стабилизации для всех типоразмеров дисков
достигается отклонение от плоскостности не более 0,3 мм, в то время как по
действующему технологическому процессу
до 60% дисков не достигали этого отклонения.
Использование
динамической стабилизации при изготовлении дисков подтвердило преимущества динамической стабилизации. В связи с этим
открываются возможности для дальнейшего расширения области использования
динамической стабилизации в технологических циклах изготовления различных типов
нежестких деталей. В таблице 1 приведены
типы таких деталей и схемы динамической стабилизации в
технологических циклах изготовления этих деталей.
Таблица 1 – Область
применения динамической стабилизации
Для представленных в таблице 1
торсионных и коленчатых валов были
созданы экспериментальные установки и проведены исследования возможностей
динамической стабилизации.
Длина торсионных валов составляла
740–1600 мм, диаметр — 35–45 мм. Проведенные исследования показали возможность
достижения прогиба вала не более 0,3–0,5 мм при исходном прогибе до 5–10 мм.
Достигнутые результаты при
динамической стабилизации торсионных валов целесообразно использовать для
стабилизации геометрической формы бурильных труб. В процессе бурения по
действием циклических нагрузок в трубах происходит снятие остаточных
напряжений, что приводит к искривлению трубы. Известны случаи прекращания
бурения глубоких скважин из-за
недопустимого искривления колонны труб. Действующие технологические процессы изготовления
бурильных труб включают правку на роликовых машинах, но конструкция роликовых машин имеет ограниченные
возможности для увеличения количества роликов и не гарантирует снятия
остаточных напряжений. Использование динамической стабилизации в качестве
финишной операции при изготовлении бурильных труб позволило бы значительно
снизить остаточные напряжения и избежать искривления труб в процессе бурения.
Положительные
результаты достигнуты для коленчатых
валов при использовании динамической стабилизации. Помимо того, что коленчатые
валы сохраняют стабильную геометрическую форму после динамической стабилизации, становится возможным уменьшение припусков
под окончательное шлифование коронных и шатунных шеек, что значительно снижает
производственные затраты.
Заключение
1.
Требования к современным конструкциям машин по снижению металлоемкости и
повышению долговечности связаны с необходимостью изготовления деталей со
стабильной геометрической формой, для чего целесообразно использование процесса динамической
стабилизации на основе знакопеременного циклического нагружения.
2.
Динамическая стабилизация успешно используется при изготовлении деталей типа
дисков и для ее осуществления разработаны основные методики выбора режимов и
проектирования установок с ЧПУ.
3.
Динамическая стабилизация может быть
эффективно использована в технологических циклах изготовления деталей типа
дисков сцепления, тормозных дисков, коленчатых валов, торсионных валов, бурильных
труб, гильз и ряда других нежестких
деталей.
Литература:
1. Антонюк В.Е. Динамическая стабилизация геометрических параметров деталей знакопеременным
нагружением. – Минск: УП «Технопринт», 2004. – 184 с.
2. Иванова В.С. Синергетика разрушения и
механические свойства / Синергетика и усталостное
разрушение: Сб.ст. – М.: Наука, 1989. – С.6–29.
3. Трощенко В.Т. Деформирование и
разрушение металлов при многоцикловом нагружении. – Киев.: Наук. думка, 1981. –
344с.
4. Guericke W. Eisenbahntechnische Rundschau, 2001, № 9, S.
541–551.
5. Антонюк В.Е. Расчетные зависимости
процесса динамической стабилизации при изготовлении деталей машиностроения // Механика
машин, механизмов и материалов. 2011, №1(14).- С.61-68.