Технические науки/3. Отраслевое
машиностроение
К.т.н.
Лукина Л.А., к.т.н. Сумзина Л.В., к.т.н. Максимов А.В.
Российский
государственный университет туризма и сервиса, Россия
Определение параметров
гладильных подушек прессов влажно-тепловой обработки одежды.
Часто применяемые степенные функции при оценке деформации изделия при влажно-тепловой
обработке (ВТО) вида DH = a![]() аппроксимируют зависимость абсолютной деформации - DH
от давления прессования – p, которые
измеряются в лабораторном или производственном эксперименте. Эта величина
определяет расчетное распределение давления прессования по всему обрабатываемому
изделию как критерий качества операции ВТО.
аппроксимируют зависимость абсолютной деформации - DH
от давления прессования – p, которые
измеряются в лабораторном или производственном эксперименте. Эта величина
определяет расчетное распределение давления прессования по всему обрабатываемому
изделию как критерий качества операции ВТО.
Получена связь параметра аппроксимирующей
функции а с максимальной величиной относительной деформации emax: a = emax.
C учетом найденной связи параметров а и b
с физическими показателями деформационной характеристики амортизатора emax и ![]() для абсолютной
величины деформации получено выражение:
для абсолютной
величины деформации получено выражение:
 , (1)
, (1)
где
DHmax = Hemax – предельная величина
деформации амортизатора.
График этой функции, а также графики
составляющих экспонент:
 (2)
(2)
 (3)
(3)
приведены
на рисунке 1.
Можно дать следующую интерпретацию суммарной
сложной экспоненте. В начальный период деформации амортизатора идет быстрое
нарастание деформация, при этом роль деформации невелика. При давлении сжатия
около 0,02 МПа увеличение деформации происходит практически только за счет
сравнительно медленно растущей функции (3).
Рис.
1. График изменения деформации амортизатора от давления прессования.
При этом в начальный момент кривые, описывающие
функции 1 и 2 достаточно близки между собой, однако впоследствии более близкими
по своим значениям являются функции 3 и 1.
Таким
образом, может быть принята базовая математическая модель деформационных
свойств элементов амортизирующих покрытий. Она основана на аппроксимации зависимостей
деформации от давления прессования, полученных эмпирически, одно- и двучленными
экспоненциальными функциями. Параметры этой модели, являясь информативными
показателями деформационных свойств элементов покрытий, имеют четкую физическую
интерпретацию. Некоторую трудность, вызванную нелинейностью экспоненциальной
модели, представляет оценка этих параметров, хотя метод наименьших квадратов позволяет
дать подобную оценку.
Одним из важнейших требований к функциям,
аппроксимирующим деформационные свойства пакета: амортизирующее покрытие –
обрабатываемый полуфабрикат, является возможность синтеза ее параметров по
параметрам функций, описывающих отдельные элементы пакета. Качество операций
ВТО швейных изделий, особенно из высокоэластичных материалов, во многом зависит от равномерности распределения давления прессования
по поверхности обрабатываемого полуфабриката или изделия, с учетом перепадов
толщины изделия при наличии швов, прокладок и т.п. Наибольшие трудности в
расчете распределения давления прессования по поверхности обрабатываемого
изделия возникают в случае окончательной ВТО изделий на гладильных прессах с криволинейной
(цилиндрической, сферической) формой подушек.
Из результатов
проведенных исследований аппроксимации деформационных характеристик элементов
пакет «покрытие – изделие» следует, что основной вклад в податливость вносит
амортизатор, причем на начальном участке нагружения эта характеристика может
быть описана линейной зависимостью  , где в качестве показателя упругих свойств пакета
принимается условный модуль упругости амортизирующего
слоя Е – модуль по хорде.
, где в качестве показателя упругих свойств пакета
принимается условный модуль упругости амортизирующего
слоя Е – модуль по хорде.
К таким покрытиям можно причислить трехслойное
покрытие, разработанное в НИИлегмаше, содержащее амортизирующий элемент из
силиконовой резины, выравнивающий слой из технической ткани СТБО и обтяжку из
оксалоновой ткани. Деформационные свойства амортизирующего элемента этого
покрытия описываются в интервале давлений 0…0,04 МПа, при этом относительная
деформация сжатия DH/H0 не превышает 0,2. Поскольку любая деформационная характеристика
с определенной степенью точности может быть аппроксимирована кусочно-линейной
функцией, можно считать, что принятое приближение обладает достаточной
общностью.
Для практических расчетов с достаточной
точностью, величина перепада давления прессования по обрабатываемому участку
изделия при ВТО на гладильных прессах с криволинейной (цилиндрической,
сферической) формой подушек определяется формулой
DР(a) = Ф(a, a0) (Eтδhу + РрdE), (4)
где Eт=Eр+DE
– текущее значение условного модуля упругости;
dhу=Dhу /H0 – относительное (к толщине амортизирующего элемента H0) изменение толщины
обрабатываемого узла изделия;
dE=DЕ/Eр – относительное
изменение условного модуля упругости;
Ф(a, a0) – форм-фактор –
множитель, связанный с геометрическим параметром подушек a0 (половиной угла охвата)
и углом отклонения обрабатываемого
участка
от вертикальной оси симметрии a.
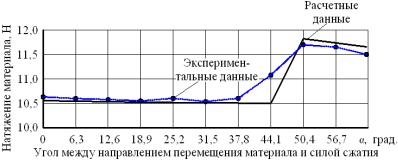
Погрешность отклонения
давлений прессования в любой точке цилиндрических подушек от рассчитанных по
формуле (4) не превышает 5 процентов. Данное
утверждение справедливо для реализуемых
сочетаний геометрических параметров цилиндрических и сферических подушек и исследованных
толщин обрабатываемых изделий. При
проведении исследований учитывалось изменение деформационных свойств покрытия амортизирующего
элемента в процессе эксплуатации.
Сравнительные
результаты экспериментальных исследований и расчетных параметров приведены на
рисунке 2.
Литература:
1.
Андреева
Е.Г. Основы проектирования одежды из эластичных материалов: монография/
Андреева Е.Г. – М.: ИИЦ МГУДТ, 2004
2.
Методика
расчета деформации покрытия прессов и усилий прессования при влажно-тепловой
обработке / А.П. Черепенько, В.Г. Шуметов // Швейная промышленность. Реферат.
сб. №.2. М.: ЦНИИТЭИЛегпром, 1980.
3.
Старкова
Г.П., Осипенко Л.А. Проектирование спортивной одежды из высокоэластичных
трикотажных полотен // Новые технологии. Образование и наука: Сб. научн. тр. –
М.:МГУДТ, 2001. – С. 3-7.
4.
Шагунов
Д.В., Лукина Л.А., Максимов А.В. Определение параметров рабочих органов прессов
при обработке изделий сложной формы. Швейная промышленность. 2008.