Технические науки / 8. Обработка материалов в
машиностроении
Печагин
А.П., Болдырев А.А., к.т.н., доцент Смоленцев Е.В.,
к.т.н.,
профессор Болдырев А.И.
Воронежский
государственный технический университет, Россия
Механизм воздействия магнитного поля
на ферромагнитные материалы
При магнитно-импульсной стабилизации внутренних напряжений
заготовок, изменение сил в поверхностном слое ограничивается его глубиной и
может быть установлено по величине залегания остаточных напряжений до обработки
и после выполнения стабилизации.
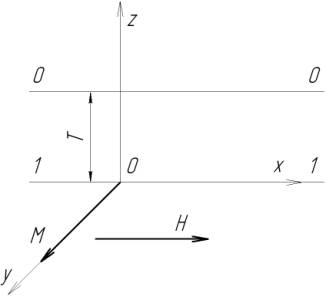
Рис. 1. Действие сил в магнитном поле на границе залегания
остаточных
напряжений: ![]() ,
, ![]() ,
, ![]() – координаты действия
сил;
– координаты действия
сил; ![]() – вектор магнитного
– вектор магнитного
момента; ![]() – напряженность
магнитного поля;
– напряженность
магнитного поля; ![]() – глубина залегания
– глубина залегания
остаточных напряжений в поверхностном слое заготовки; 0-0 и 1-1 –
условные границы поверхности заготовки и измененного слоя
На рисунке 1 при ![]() действие магнитного
поля прекращается. Можно принять, что на границе 1-1 (рис. 1) сняты остаточные
напряжения после литья (а в ряде случаев после штамповки), хотя исследования
показывают, что в процессе магнитной стабилизации происходит перераспределение
глубины залегания остаточных напряжений, в основном в сторону его снижения
(рис. 2).
действие магнитного
поля прекращается. Можно принять, что на границе 1-1 (рис. 1) сняты остаточные
напряжения после литья (а в ряде случаев после штамповки), хотя исследования
показывают, что в процессе магнитной стабилизации происходит перераспределение
глубины залегания остаточных напряжений, в основном в сторону его снижения
(рис. 2).
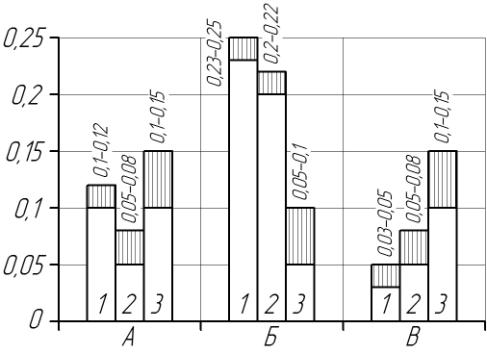
Как видно из рисунка 2, глубина залегания остаточных
напряжений составляет доли миллиметра. Литые стальные детали имеют глубину до
0,12 мм (![]() -
-![]() -1), штампованные после нормализации – до 0,25 мм (
-1), штампованные после нормализации – до 0,25 мм (![]() -
-![]() -1), после магнито-импульсной обработки – менее 0,05 мм (
-1), после магнито-импульсной обработки – менее 0,05 мм (![]() -
-![]() -1). Подобная же картина наблюдается для алюминиевых и
титановых сплавов (
-1). Подобная же картина наблюдается для алюминиевых и
титановых сплавов (![]() ,
,![]() ,
,![]() -2;
-2; ![]() ,
,![]() ,
,![]() -3). При этом у литых заготовок (
-3). При этом у литых заготовок (![]() ) имели место напряжения растяжения, у штампованных (
) имели место напряжения растяжения, у штампованных (![]() ) – сжатия. После магнито-импульсной обработки (
) – сжатия. После магнито-импульсной обработки (![]() ) сохранились незначительные напряжения на малой глубине того
же знака, как и перед обработкой. Аналогичные результаты получены в [1].
) сохранились незначительные напряжения на малой глубине того
же знака, как и перед обработкой. Аналогичные результаты получены в [1].
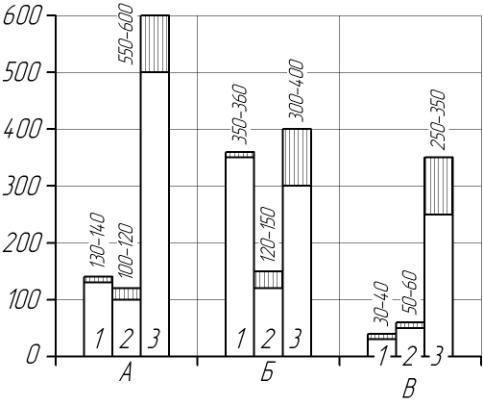
Целью магнито-импульсной стабилизации
является снижение не только глубины (рис. 2, ![]() ), но и величины остаточных напряжений. Стальное литье
(
), но и величины остаточных напряжений. Стальное литье
(![]() -
-![]() -1) имеет достаточно высокие внутренние силы,
способные вызвать изменение геометрии деталей, особенно корпусных. Еще большие
напряжения установлены у чугунных литых крупногабаритных деталей, где без
отжига под действием таких напряжений возникало «коробление» элементов до
нескольких миллиметров, что требовало обязательной механической обработки даже
тех заготовок, которые по техническим условиям могли оставаться в исходном состоянии.
-1) имеет достаточно высокие внутренние силы,
способные вызвать изменение геометрии деталей, особенно корпусных. Еще большие
напряжения установлены у чугунных литых крупногабаритных деталей, где без
отжига под действием таких напряжений возникало «коробление» элементов до
нескольких миллиметров, что требовало обязательной механической обработки даже
тех заготовок, которые по техническим условиям могли оставаться в исходном состоянии.
Штампованные крупногабаритные стальные
заготовки под действием внутренних напряжений (![]() -
-![]() -1) претерпевали большую деформацию, соизмеримую со
сварными изделиями из стандартных профилей. После электромагнитной обработки
рассмотренных видов заготовок (
-1) претерпевали большую деформацию, соизмеримую со
сварными изделиями из стандартных профилей. После электромагнитной обработки
рассмотренных видов заготовок (![]() -
-![]() -1) величина остаточных напряжений снижается до 10 раз
и даже ажурные стальные детали становятся пригодными к сборке без снятия
припуска (если это допускается чертежом).
-1) величина остаточных напряжений снижается до 10 раз
и даже ажурные стальные детали становятся пригодными к сборке без снятия
припуска (если это допускается чертежом).
а)
б)
Рис. 2. Изменение глубины залегания (![]() ) и величины остаточных
) и величины остаточных
напряжений (![]() ) легированной стали (1), алюминиевого (2),
) легированной стали (1), алюминиевого (2),
титанового сплава (3): ![]() – литье;
– литье; ![]() – штамповка;
– штамповка;
![]() – магнито-импульсная
обработка
– магнито-импульсная
обработка
Алюминиевые литые (![]() -
-![]() -2) и штампованные (
-2) и штампованные (![]() -
-![]() -2) имеют существенно меньшие (по сравнению со сталью)
остаточные напряжения. Но учитывая механические показатели таких сплавов,
целесообразно обработать их магнитными импульсами (
-2) имеют существенно меньшие (по сравнению со сталью)
остаточные напряжения. Но учитывая механические показатели таких сплавов,
целесообразно обработать их магнитными импульсами (![]() -
-![]() -2), что может в несколько раз уменьшить силы деформации. Для
титановых сплавов (
-2), что может в несколько раз уменьшить силы деформации. Для
титановых сплавов (![]() -3) остаточные напряжения сохраняются высокими, как у литых (
-3) остаточные напряжения сохраняются высокими, как у литых (![]() -
-![]() -3), так и у штампованных (
-3), так и у штампованных (![]() -
-![]() -3) заготовок. На использованных режимах магнито-импульсная
обработка слабо снизила напряжения (
-3) заготовок. На использованных режимах магнито-импульсная
обработка слабо снизила напряжения (![]() -
-![]() -3), что требует дополнительных исследований, построенных на
базе закономерностей изучаемого механизма.
-3), что требует дополнительных исследований, построенных на
базе закономерностей изучаемого механизма.
Расчеты, выполненные численными методами,
позволили оценить величину предельных сил, необходимых для стабилизации
геометрии заготовок, что открывает возможность определения эффективных
технологических параметров процесса магнитно-импульсной обработки.
Работа выполнена в рамках гранта
Президента РФ для поддержки молодых российских ученых – кандидатов наук
МК-283.2010.8.
Литература
1. Смоленцев В.П. Технология электрохимической
обработки внутренних поверхностей / М.: Машиностроение, 1978 – 176 с.
2. Захаров Ю.В. Перемагничивание пленки
вращающимся магнитным полем аналогия с изгибом стержней следящей силой / Ю.В.
Захаров, К.Г. Охоткин, А.Д. Скоробогатов // Сб. тр. XIX междун. школы-семинара
«Новые магнитные материалы микроэлектроники», М.: МГУ, 2004 – С. 186-187.