Технические науки/2. Механика
Ст.преподаватель Ганзий Ю.В., студент
Салахов М.М.
НОУ ВПО «Камский институт гуманитарных и
инженерных технологий», Россия
Технология создания
стального лука
Идеей выбора
материала послужили древние индийские стальные луки из многослойной дамасской стали, назначение которых
неизвестно. Возможно, они использовались для ритуальных или боевых целей.
Для
изготовления лука использовалась рессорно-пружинная сталь 50ГХА. Заготовка
выбрана в виде прутка диаметром 30 мм. Выбор заготовки обусловлен тем, что при
ковке листа толщиной, например 8 мм, структура кристаллической решетки не
успевает достаточно наклепаться, что не дает необходимой прочности изделию.
Затем пруток был раскован в полосу нужной толщины и ширины, с последующим приданием
(ковкой на пневмомолоте) необходимой формы. Таким образом, изготавливались две
заготовки для плеч лука.
Оставшаяся
часть прутка пошла на изготовление рукояти лука (снова методом ковки, но в
данном случае ручной). В рукояти с обоих концов были пробиты по два отверстия,
так же как и в основании плечей лука, для возможности их последующей сборки.
Затем, каждая часть была обработана напильником и шкуркой. Оставшаяся часть
кованой полосы использовалась для экспериментов с закалкой на различную
твердость, с последующей её проверкой на изгиб. Опытным путем было выяснено,
что для данной цели оптимальная твёрдость – 48–52 HRC. Затем осуществлялась
термическая обработка (закалка) плечей лука. Так как во время закалки плечей
была большая вероятность образования поводок (деформаций, которые в данном
случае недопустимы), была применена следующая технология.
Изготовлен
ящик с открытым верхом и габаритами позволяющими положить в него закаливаемые
части. Ящик засыпался чистым речным песком, в который укладывались плечи таким
образом, чтобы песок окружал изделие со всех сторон, и оно бы не
деформировалось в процессе нагрева. Кроме того из изготовленного ящика
оказалось довольно удобно быстро извлекать изделие для перемещения в
охлаждающую среду. Рукоять лука после ковки не закаливалась. Необходимость в
этом отпадала, так как её форма обеспечивает прочность, а закалка может
приводить к увеличению хрупкости. После термообработки плечи были закреплены к
рукояти, лук собран и отшлифован (рис.1).
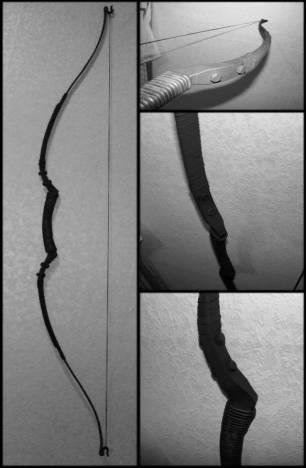
Рис. 1. Стальной лук
Финишная
обработка заключалась в покраске лука в черный цвет для улучшения коррозионных
свойств. Кроме того, для удобства использования и украшения рукоять
обматывалась кожаным черным шнуром. Тетива лука сплеталась из 15–20 кевларовых
нитей, каждая из которых выдерживает на разрыв до 30 кгс/м.
Характеристики
лука следующие: общая длина лука – 1700 мм; длина одного плеча – 780 мм;
толщина плеча – 4 мм; толщина рукояти – 10 мм.
Литература
1.
Митюков Н.В., Ганзий Ю.В. К вопросу об аэродинамике низкоскоростных объектов //
Современные проблемы фундаментальных и прикладных наук: Тр. 53-й научной
конференции МФТИ (22–29 ноября 2010 г.). Часть VI. Аэромеханика и летательная
техника. – М.: МФТИ, 2010. – С. 88–89.
2. Ганзий
Ю.В. Определение аэродинамических характеристик снаряда на начальном этапе
полета при дозвуковых скоростях // Молодёжь и наука: сборник материалов VII
Всероссийской научно-технической конференции студентов, аспирантов и молодых
ученых, посвященной 50-летию первого полета человека в космос [Электронный
ресурс] – Красноярск : Сиб. федер. ун-т., 2011. URL:
http://conf.sfu-kras.ru/sites/mn2011/thesis/s19/s19_10.pdf
3. Ганзий
Ю.В., Митюков Н.В. Моделирование пробивания тонкостенной оболочки
низкоскоростным пенетратором // Новый университет. Серия «Технические науки». –
2011. – № 2. – С. 46–48.