Физика /2
к.т.н. Таганова В.А., д.т.н., проф. Родионов
И.В., асс. Кошуро В.А.,
д.т.н., проф.
Пичхидзе С.Я.
Саратовский государственный технический
университет имени Гагарина Ю.А., Россия
Влияние
газотермического оксидирования металлокаркасов на адгезионную прочность сцепления резины с металлом
Введение
Известно [1], что для получения качественных
резинотехнических изделий с металлическим каркасом (арматурой) необходима
удовлетворительная адгезия резины к металлу. Обычная подготовка металла перед
стадиями нанесения адгезивного слоя и вулканизации резиновых смесей
предполагает фосфатирование. Этот метод включает 9 стадий:
1. Обезжиривание. Состав ванны: тринатрийфосфат, сода
кальцинированная, натрий кремнекислый, окись алкилдиметиламина, конденсат.
2. Промывка в горячей воде.
3. Промывка в холодной воде.
4. Промывка. Состав ванны: нитрит натрия, конденсат.
5. Фосфатирование. Состав
ванны: кислота азотная, кислота ортофосфорная, белила цинковые, конденсат.
6. Пассивирование. Состав ванны: хромовый ангидрид,
фосфорная кислота, конденсат.
7.
Промывка в холодной воде.
8.
Ингибирование. Состав ванны: параформальдегид, моноэтаноламин.
9.
Сушка.
Основными недостатками известных методов подготовки
металлических изделий перед нанесением адгезивных (клеевых) слоёв и
изготовлением резинотехнических изделий
являются большие энергозатраты на нагрев, использование дополнительных
устройств для генерации перегретого пара, низкая адгезионная прочность.
Цель настоящей работы заключалась в исследовании
влияния предварительного газотермического оксидирования поверхности
металлокаркасов из черных металлов на прочность сцепления изделий с резиной при
вулканизации.
Предлагается при производстве резинометаллических
изделий подвергать металлические
поверхности газотермическому оксидированию в воздушной среде при температуре
220…240°C в течение 20…30 мин [2, 3]. Технологическая схема
подготовки металлических изделий приведена на рис.1.
Рис. 1. Технологическая
схема подготовки металлических каркасов
Методика
экспериментальных исследований и обсуждение результатов
Металлические каркасы загружали в оборотные емкости
(бочки) и транспортируют на участок подготовки арматуры. Бочки с каркасами, с
помощью крана, загружают в машину МР 150, где происходит их обезжиривание в
перхлорэтилене при температуре 63…73оС, цикл составлял 30…40 минут. Обезжиренные
каркасы извлекали из машины и пересыпали в прямоугольные металлические ящики,
затем проводили процесс термооксидирования, а именно: травление и высокотемпературное оксидирование. Термооксидирование
проходит в термошкафах Е240 фирмы «BINDER», при температуре 220…240оС с циклом 25…30
мин, где заготовки покрываются оксидным слоем.
Для оценки усилия отрыва металлических образцов был
проведен модельный эксперимент, в котором образцы из стали в виде дисков диаметром
25 мм с плоской поверхностью с одной
стороны и выступающей частью с отверстием с другой стороны для присоединения к
испытательному стенду, окисляли в среде воздуха при температуре 220…240оС
в течение 25…30 мин. Далее производилось нанесение грунта и адгезива.
К подготовленным таким образом образцам в специальной
пресс-форме производилось крепление резины способом вулканизации при
температуре 175°С и давлении в гидросистеме пресса вулканизационного 100
кг/см² в течение 7 минут. Специальная пресс-форма устроена таким образом,
что два образца устанавливались плоскими поверхностями друг к другу на
расстоянии 2 мм. В процессе вулканизации расстояние между образцами заполнялось
под давлением резиновой смесью К70-3060 на основе изопренового каучука СКИ-3.
Оценка адгезионной прочности соединений контрольных
образцов из резины К70-3060 и металла выполнена на универсальной испытательной
машине ИР 5082-100. При этом определялось усилие, необходимое для разделения
слоев резины и металла, скорость перемещения подвижного захвата 100 мм/мин.
Результаты исследования приведены в
табл.
Таблица
Результаты испытаний образцов на
адгезионную прочность
|
№ п/п |
Наименование показателя |
Время термооксидирования образца, мин |
|||
|
Без термо-оксидиро-вания |
10 |
25 |
50 |
||
|
1 |
Усилие отрыва образцов с нанесением “Chemosil” (кгс) |
215 |
375 |
395 |
376 |
|
2 |
Усилие отрыва образцов с нанесением Cilbond (кгс) |
203 |
368 |
393 |
365 |
|
3 |
Площадь поверхности, см2 |
4,91 |
4,91 |
4,91 |
4,91 |
|
4 |
Усилие отрыва, кгс |
215 |
375 |
395 |
376 |
|
5 |
Характер разрушения |
Частичное оголение металла |
По резине |
По резине |
По резине |
Анализ приведенных результатов свидетельствует, что адгезионная
прочность сцепления резины с металлом при разрыве повышается с 43,79 кгс/см²
(без термооксидирования) до 80,44 кгс/см² (с термооксидированием). Таким
образом, окисная пленка, получаемая на изделиях из черных металлов по
предлагаемому способу, обладает высокой прочностью сцепления к основному
металлу и адгезивному покрытию.
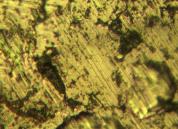
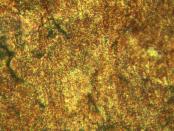
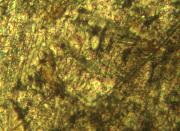
а б с
Рис. 1
Электронное изображение поверхности арматуры, увеличение – х1200: а – без
модификации, б – термооксидирование, с – фосфатирование.
Из рис. 1 видно, что поверхность термооксидированной и
фосфатированной арматуры имеет большую шероховатость. Следовательно, возможно лучшее
сцепление этих поверхностей с компонентами резиновой смеси. Большая величина
поверхности контакта приводит к повышению адгезионной прочности между арматурой
и резиновыми смесями.
Анализ поверхности арматуры показал, что при
термооксидировании и фосфатировании поверхность арматуры активизируется
одинаково, что доказывает эффективность метода термооксидирования. Таким
образом, появляется возможность отказаться от метода фосфатирования. Так как
метод фосфатирования требует наличия сложного
аппаратурного оформления, значительных затрат электроэнергии и приводит к
образованию значительных количеств промывных сточных вод, очистка которых до
санитарных норм требует больших материальных затрат, существует повышенная
опасность загрязнения окружающей среды и потери здоровья обслуживающего
персонала.
Время термооксидирования в течение 20…30 мин является
оптимальным для подготовки изделий перед нанесением покрытия, что подтверждено
результатами испытаний, представленными в табл. При меньшем или большем времени
обработки качество подготовки металлической поверхности к нанесению
специального адгезивного (клеевого) слоя снижается, что видно по снижению
прочности связи резины с металлом за заявляемыми границами, и наличию
максимального усилия отрыва в середине заявляемого диапазона времени обработки.
Приведенные в табл.1 результаты получены при обработке изделий при температуре
240°C, однако близкие результаты были получены для
диапазона температур 220…240°C.
Выводы: 1) предложена технологическая схема подготовки
металлических каркасов методом термооксидирования;
2) показано значительное увеличение прочности связи
резины с металлом и усилия отрыва при использовании термооксидирования.
Литература
1. Металловедение и термическая обработка
стали: Справ. изд. - 3-е изд., перераб. и доп. В 3-х т. Т. 1. Методы испытаний
и исследования / Под ред. Бернштейна М.Л., Рахштадта
А.Г. М.: Металлургия, 1983. - 352 с.
2. Заявка на изобретение №2013134683/02 (051900), C23C 8/18 Способ подготовки изделий перед нанесением
адгезивного слоя / Копыльцов В.В., Игнатов А.И.
3. Копыльцов В.В, Таганова В.А., Артеменко
А.А., Пичхидзе С.Я. К вопросу о термооксидировании арматуры для резинотехнических
изделий. Тольятти: ТГТУ. Элпит-2015. – 4с.