МАГНИТОГИДРОДИНАМИЧЕСКОЕ
ПОВЫШЕНИЕ КАЧЕСТВА НЕПРЕРЫВНОЛИТЫХ СЛИТКОВ ИЗ СПЛАВОВ БЛАГОРОДНЫХ МЕТАЛЛОВ
Н.В.
Сергеев, М.Ю. Кучинский, А.А. Краснов, Н.С. Бугаева,
А.В.
Литовченко
В работе рассматривается задача улучшения структуры слитка
в литейной машине посредством электромагнитного воздействия. Описано устройство
и принцип работы предложенного мгд-перемешивателя. Представлены результаты
физического моделирования процесса электромагнитного перемешивания
кристаллизующегося слитка.
 Непрерывно литая заготовка диаметром 8, 9 и 10 мм, получаемая из ювелирных
сплавов, является полуфабрикатом для производства различных изделий из сплавов
на основе золота, серебра. Основной недостаток сплавов – низкая износостойкость
при высокой стоимости компонентов и трудозатрат на производство изделий.
Наиболее распространенным способом решения этой проблемы, в настоящее время,
является использование легирующих компонентов. как наиболее простой из путей улучшения физико-механических
свойств слитка, так как именно это во
многом определяет параметры технологии получения изделий. Улучшить
физико-механические свойства можно не только
за счет использования новых типов лигатур,
но и с использованием различного рода
физических воздействий на расплав.
Непрерывно литая заготовка диаметром 8, 9 и 10 мм, получаемая из ювелирных
сплавов, является полуфабрикатом для производства различных изделий из сплавов
на основе золота, серебра. Основной недостаток сплавов – низкая износостойкость
при высокой стоимости компонентов и трудозатрат на производство изделий.
Наиболее распространенным способом решения этой проблемы, в настоящее время,
является использование легирующих компонентов. как наиболее простой из путей улучшения физико-механических
свойств слитка, так как именно это во
многом определяет параметры технологии получения изделий. Улучшить
физико-механические свойства можно не только
за счет использования новых типов лигатур,
но и с использованием различного рода
физических воздействий на расплав.
На существующих литейных машинах например, показанная на рис. 1, получаемая структура слитков
крупнозернисто и высокой неоднородности не позволяет получить с требуемыми
физико-механическими свойствами, либо получение такой изделий трудоемко и имеет высокую себестоимость.
Сплавы,
содержащие высокий процент легирующих компонентов, не удается стабильно деформировать из-за неоднородной
структуры слитка, что приводит к частым
обрывам в процессе деформационной обработки (прокатка, волочение) и по этой
снижается производительность всего цикла
получения изделий. В связи с этим актуальной научно-технической задачей является создание
более совершенных и экономичных технологий получения изделий, которые позволят освоить массовое производство из новых
типов сплавов, обеспечивающих, в том числе увеличение процента выходя годной продукции на последующих этапах передела слитка.
Одним из путей решения данной задачи является разработка технологий улучшения
структуры непрерывно литых слитков.
В настоящее время, в литейных машинах с графитовым кристаллизатором возможно влиять
на структуру слитка путем регулирования скорости литья, температуры расплава и
скорости охлаждения. Каждый из способов имеет свои ограничения: снижения
скорости литья уменьшает производительность, снижение температуры расплава
перед литьем снижает равномерность
распределения легирующих добавок слитке, понижении скорости охлаждения приведет
к укрупнению зерен и
Современные технологии и оборудование
для производства непрерывно
литых полуфабрикатов из сплавов золота
В мире изготавливают на литейных агрегатах с литейной на основе графитового кристаллизатора
скольжения, совмещенного с плавильным узлом рис.1. Основные мировые производители (Италия, Германия, Китай). Данный тип литейных машин позволяет получать непрерывно литую заготовку круглого или прямоугольного сечения,
которая в дальнейшем поступает на передел в стан
волочения для изготовления проволоки либо прокатку в листы. Литейные
машины с графитовым кристаллизатором
являются современным оборудованием, позволяющим обеспечивать высокую
производительност и малые производственные затраты. Именно на литейных машинах
в процессе кристаллизации сплава закладывается структура слитка.
Получение в существующем литейном
оборудовании ограничено ранней кристаллизацией, низкой скоростью охлаждения, ограниченной резким падением температуры к
сердцевине слитка. Уменьшения размера зерен в слитке можно добиться путем
добавление в сплав лигатуры, но это приводит к удорожанию конечной продукции и усложнению технологического процесса в целом,
что не всегда целесообразно.
Существует еще один способ получения более мелкозернистой
структуры - создание интенсивного течения расплава на границе раздела фаз в
процессе кристаллизации. Как известно из теории кристаллизации,
на границе раздела создаются локальные зоны кристаллизации, образующие
дендритные структуры. Омывание границы раздела фаз жидким металлом в момент
кристаллизации способствует разрушению дендритных образований, что способствует
появлению новых зон кристаллизации и как следствие формирует мелкозернистую и гомогенизированную структуру слитка. В
существующих литейных машинах движение металла в жидкой фазе имеет конвективную
природу, вызванную разностью температур в жидкой фазе. Расчёты показывают, что скорость таких течений
не превышает 1 мм/с, что не позволяет оказывать значительного влияния на
формирование структуры заготовки.
Глубина лунки жидкой фазы слитка в
литейной машине в зависимости от параметров литья составляет от 1 до 1,5
миллиметров. Исходя из конструктивных
особенностей литейной машины,
создание принудительной циркуляции расплава в слитке наиболее целесообразно бесконтактным способом. Для этого авторами
предлагается установить над слитком в зоне кристаллизации мгд-перемешиватель, создающий переменное
магнитное поле. Переменное магнитное поле, проникая в жидкий металл, будет
наводить в нем вихревые токи, которые взаимодействуя с полем индуктора,
создадут силы Лоренца. Электромагнитные силы в зависимости от характера поля
будут создавать течения в расплаве, обеспечивающие формирование необходимой
структуры слитка.
 Возможность установки индуктора мгд-перемешивателя показана на примере литейной машины IECO Z50-26M (Италия)
(рис. 2). Установка индуктора на данную литейную машину с минимальными затратами
возможна ниже плавильного узла в области, где происходит кристаллизация расплава.
Возможность установки индуктора мгд-перемешивателя показана на примере литейной машины IECO Z50-26M (Италия)
(рис. 2). Установка индуктора на данную литейную машину с минимальными затратами
возможна ниже плавильного узла в области, где происходит кристаллизация расплава.
Математическое моделирование воздействия
мгд-перемешивателя на расплав и область кристаллизации
Воздействие на расплавы
электромагнитным полем, позволяющее формировать интенсивные мгд-течения, имеет
следующие варианты:
- пульсирующее воздействие магнитным
полем;
- воздействие бегущим магнитным полем;
- воздействие вращающимся магнитным
полем;
- комбинирование магнитных полей.
Конструктивные особенности установок
непрерывного литья сплавов благородных металлов накладывают определенные
ограничения на изменения конструкции, в основном заключающиеся в необходимости
сохранить целостность теплоизоляционных слоев оборудования. Толщина
теплоизоляции и конструктивные особенности плавильно-литейного узла в области
фронта кристаллизации достигает 100 мм, что необходимо учитывать при выборе
электромагнитных параметров оборудования, используемого для воздействия на
расплав и кристаллизующийся слиток.
Область, допустившая для размещения
дополнительного мгд-оборудования, показана на рис. 2 в виде блока под номером
2.
Решение задачи мгд-воздействия на
расплав возможно с использованием конструкций индукторов, показанных на рис. 3,
а, б. Индуктор в общем случае представляет собой виток, создающий переменное
магнитное поле, направленное на формирование интенсивных течений, в донной
части плавильного узла и зоне кристаллизации. Анализ распределения
электромагнитного поля от каждой из конструкций показал, что наиболее
подходящей конструкцией, является вариант, показанный на рис. 3 б. Предложенная конструкция имеет минимальные размеры
при достаточной интенсивности воздействия магнитным полем на расплав и фронт
кристаллизации.
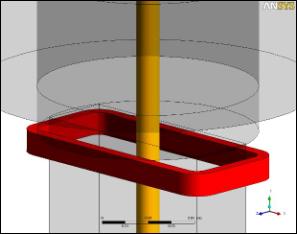
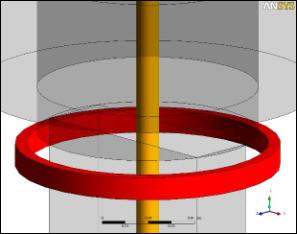
а)
б)
Рис. 3.
Варианты конструкции мгд-индуктора
воздействия на расплав в фильере в области кристаллизации: прямоугольный
вариант (а) и цилиндрический вариант (б).
Результаты анализа выбранной
конструкции индуктора использованы при дальнейшем изготовлении
опытно-промышленного образца мгд-перемешивателя, предназначенного для установки
на плавильно-литейный узел Z50-26M IECO.
Результаты экспериментов
Сравнение микроструктур
слитков, отлитых на установке, проводилась с образцами, полученными на литейной
машине без мгд-перемешивания. Образец этой микроструктуры представлен на рис. 5
а.
Структуры
слитков, полученных с электромагнитным воздействием на плавильный узел и
область фронта кристаллизации в литейной машины (рис. 5 б) показали, что при мгд-воздействии с помощью разработанных и
изготовленных конструкций подтверждено положительное влияние на качество слитков
из ювелирных сплавов золота.
а) б)
Рис. 5.
Микроструктура слитков: а) слиток с установки без электромагнитного
воздействия; в) слиток с установки с электромагнитным воздействием
Наилучшего
качества удалось при одновременном воздействии электромагнитным полем на донную
часть плавильного узла литейной машины и на область кристаллизации слитка. По
результатам экспериментов можно сделать вывод о необходимости экспериментального
выявления оптимальных параметров перемешивания и охлаждения слитка в промышленной
установке,
Заключение
Дальнейшие
работы будут направлены на разработку образца мгд-перемешивателя, который
планируется испытать на промышленном агрегате. Ожидается, что внедрение
позволит улучшить физико-механические свойства слитков из сплавов марок, что обеспечит
снижение объема производственного брака, связанного с дефектами структуры
слитка, а также позволит расширить ассортимент выпускаемых сплавов.
Литература
1.
Полищук В.П.
Исследование процесса заливки металла в литейную форму под воздействием
магнитного поля: Автореф. дис. канд. техн. наук. –Киев, 1962.
2.
Основные
понятия магнитной гидродинамики: МГД – устройства и МГД-установки. – М.: Наука,
1982. – (Терминология; Вып. 100).
3.
Вольдек А.И.
индукционные магнитогидродинамические машины с жидкометаллическим рабочим
телом. Ленинград, Энергия, 1970.
4.
Тимофеев
В.Н. Метод анализа электромагнитного поля в индукционных устройствах / В.Н.
Тимофеев, Р.М. Христинич С.А. Бояков, М.В. Первухин //Электричество, 1999г.,
№10
5.
Собочинский, Л. К. Моделирование устройств
электромагнитного перемешивания жидких металлов / Л. К. Собочинский, А. И.
Серебряков, Е. А. Павлов и др. / Вестник Красноярского государственного технического
университета. Вып. 33. Математические методы и моделирование. - Красноярск,
2004.
6.
Быстрая кристаллизация
высоколегированных алюминиевых сплавов в электромагнитном поле / М. В. Первухин
[и др.] // Изв. вузов. Северо-Кавказский регион. Технические науки. – 2011.
7. непрерывное литье в электромагнитный кристаллизатор / З. Н. Гецелев [и др.]. – М.: Металлургия, 1983.