УДК
621.791.85
Анализ и выявление
причин низкого качества соединений, полученных при помощи термических систем
давления (ТСД)
Перевозникова
Я.В., Перекрестов А.П., Вавилина Н.А.
Саратовский
государственный технический университет имени Гагарина Ю.А.,
410054 г. Саратов, Россия
E-mail: ems@sstu.ru
В последнее
время для неразъемного соединения материалов интенсивно внедряется способ
диффузионной сварки [Ошибка!
Источник ссылки не найден.], обеспечивающий большую прочность и
стабильность качества соединения. Диффузионный метод сварки характеризуется
тем, что процесс протекает в защитной (инертной или активной) среде при температурах
и давлениях, обеспечивающих взаимную диффузию атомов соединяемых материалов в
твердой фазе с образованием между свариваемыми поверхностями прочного и по всем
остальным параметрам качественного соединения. Технологическая характеристика
диффузионной сварки была предложена Н.Ф. Казаковым и принята Международным институтом
сварки в следующем виде: «Диффузионная сварка материалов в твердом состоянии –
это способ получения монолитного соединения, образовавшегося вследствие возникновения
связей на атомарном уровне, появившихся в результате сближения контактных
поверхностей за счет локальной пластической деформации при повышенной
температуре, обеспечивающей взаимную диффузию в поверхностных слоях соединяемых
материалов». Опыт применения диффузионной сварки при изготовлении различных узлов
из широкого круга материалов показал большие преимущества этого способа перед пайкой
и механическим креплением. Такие отличительные особенности диффузионной сварки,
как обычно небольшие скорости нагрева и охлаждения, отсутствие фазовых
превращений типа «твердое тело – жидкость», диффузионный отжиг, способствуют
получению наиболее низкой энергии и наиболее близкого к равновесному состояния
в зоне соединения материалов, а значит и получению наиболее термодинамически
стабильного неразъемного соединения по сравнению с известными способами сварки
и пайки. Эти и другие преимущества данного способа сварки выдвигают его в число
наиболее перспективных методов соединения материалов. Широкое применение диффузионная
сварка получила в инструментальном производстве, в частности штамповом, при
соединении твердых сплавов со сталями [Ошибка!
Источник ссылки не найден.], а также в электроэнергетике при
получении узлов с низким электрическим сопротивлением и соединении тугоплавких
материалов [Ошибка!
Источник ссылки не найден.]. Однако, как и всем существующим
способам соединения, диффузионной сварке присущи и некоторые недостатки, среди
которых можно выделить необходимость применения дорогостоящего специального
оборудования, что становится трудно преодолимым препятствием для внедрения в
производство диффузионной сварки. Но данное препятствие можно обойти за счет
применения диффузионной сварки с термическими системами давления (ТСД).
Диффузионная
сварка с ТСД [Ошибка!
Источник ссылки не найден.] имеет свою специфику проектирования термокомпрессионного
устройства и разработки технологических режимов. Созданная методика позволяет
как облегчить процесс разработки технологии, так и выявить ошибки последней и
дать рекомендации по их устранению при получении низкокачественных соединений,
что и рассматривается в данной статье.
Металлографические
исследования (рис. 1) показали, что в случае соединения при помощи ТСД с
предварительным зажимом в использовавшемся термокомпрессионном устройстве твердого
сплава ВК8 и стали 9ХС при температуре 900 0С с охлаждением без
промежуточных отжигов никелевая прослойка имеет трещины по границам зерен и расслоения,
по границе между никелем и сталью наблюдаются расслоения и множественные
пустоты.
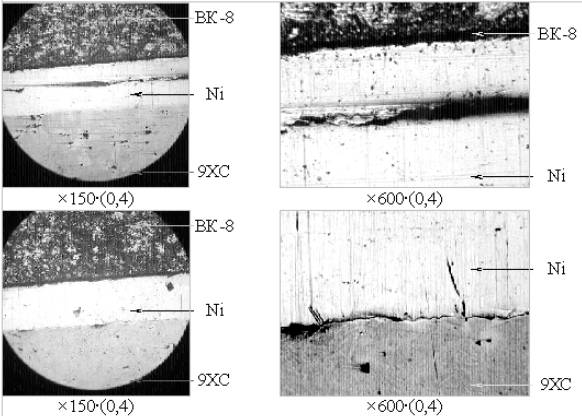

Рис. 1. Микроструктура
зоны соединения через прослойку никеля Н2
твердого сплава ВК8 и стали 9ХС
Появление
дефектов в зоне соединения никеля и стали обусловлено недостаточным развитием
физического контакта и последующих диффузионных процессов. Дефекты в сердцевине
никелевой прослойки возникли в результате превышения допустимой скорости
охлаждения соединенных стали и твердого сплава, имеющих большое различие величин
ТКЛР, из-за чего возникающие в никеле напряжения не успевали релаксировать.
В
результате структурного анализа диффузионного соединения меди М0б с композиционным
материалом ХД50В‑МП, полученного по существовавшей технологии, установлено
(рис. 2):
– в меди имеет
место разбросанная пористость (с размером пор 3 ÷ 8 мкм),
характерная для литой структуры;
– водородная
болезнь в меди не наблюдается;
– структура меди
крупнозернистая с оторочкой мелкого зерна (с размером последних ~50 мкм),
возникшей в результате высокотемпературной рекристаллизации наклепанной при
низких температурах контактной поверхности;
– размер зерен
медной составляющей в псевдосплаве
~10 мкм;
– место
соединения обнаруживается после травления по различию в структуре, при этом на
отдельных участках имеет место образование совместных зерен, но определить их
качество невозможно, так как разрешающая способность использованного микроскопа
не позволяет выявить мелкие поры и непровары (величиной ~10‑6 м и менее).
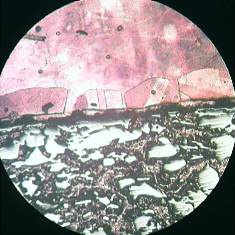
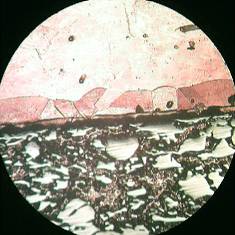
Рис. 2. Микроструктура
зоны соединения
меди М0б (вверху) и псевдосплава ХД50В‑МП (внизу), ×150·(0,5)
В
результате измерений микротвердости сварных образцов из твердого сплава ВК8 и
стали 9ХС с никелевой прослойкой (рис. 3) установлено:
– микротвердость
стали как в сердцевине, так и вблизи никелевой прослойки находится в пределах
200÷290 кг/мм2;
– микротвердость
твердого сплава в сердцевине составляет 690÷970 кг/мм2,
а на границе с никелем местами наблюдается ее снижение (до 520 кг/мм2);
– микротвердость
в сердцевине никелевой прослойки составляет 130÷140 кг/мм2,
а на границе с твердым сплавом имеет разброс от 190÷400 кг/мм2
(вблизи расслоений в никеле) до 1030 кг/мм2;
– микротвердость
в сердцевине никелевой прослойки после испытания образца на сжатие повысилась
до 170÷190 кг/мм2.
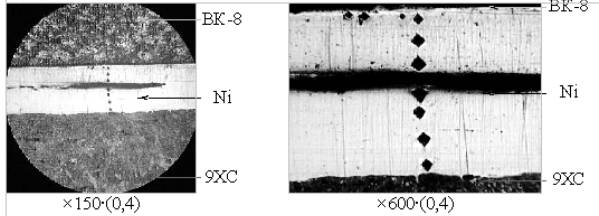
Рис. 3. Микротвердость
в зоне соединения через прослойку никеля Н2 твердого сплава ВК8 и стали 9ХС
Измерения
микротвердости у образцов, полученных соединением меди М0б с композиционным
материалом ХД50В‑МП по использовавшейся технологии, показали возрастание
микротвердости меди от 83÷95 кг/мм2 на расстоянии
80÷300 мкм от места соединения до 100÷120 кг/мм2
в зоне соединения.
Обнаруженное у
всех исследованных образцов упрочнение приконтактных объемов произошло в результате
смятия неровностей поверхностного рельефа при значениях температуры,
недостаточных для достижения необходимой скорости разупрочнения последних.
Образцы
биметаллических контактных наконечников дугогасительных камер вакуумных
выключателей, изготовленные по применявшейся технологии, в большинстве случаев
расслаивались по месту соединения при дальнейшей механообработке.
Таким образом, экспериментальные
исследования показали низкое для диффузионной сварки с ТСД качество соединений,
полученных по применявшимся технологиям.
В результате
анализа при помощи разработанной методики имевшейся технологии соединения с
помощью ТСД элементов комбинированных контактных наконечников дугогасительных
камер вакуумных выключателей установлено, что используемое термокомпрессионное
устройство не может обеспечить требуемый режим сварки (рис. 4) из-за
высокого значения ТКЛР материала стягивающих стоек и низкого сопротивления деформированию
материалов деталей устройства (рис. 5) при необходимом уровне
термомеханического нагружения.
При применении
разработанных технологических параметров и термокомпрессионного устройства для
соединения элементов контактов вакуумных выключателей расслоений сварных
образцов при последующей механообработке не наблюдалось.
В результате
ультразвуковой дефектоскопии промышленных образцов из сваренных по
разработанной технологии твердого сплава марки ВК20‑КС и стали 4Х5МФС
через прослойку никеля Н2 толщиной 0,1 мм дефекты в зоне соединения и в твердом
сплаве выявлены не были.

Рис. 4.
Результаты расчета технологических параметров:
1 – приведенное удельное усилие сжатия соединяемых материалов в
зависимости от приведенной температуры его приложения;
2 – нижняя граница технологической области диффузионной сварки данных материалов
Рис. 5.
а) интенсивность деформаций деталей термокомпрессионного устройства в
зависимости от времени процесса сварки: 1 – обратимая составляющая;
2 – необратимая составляющая
б) ТКЛР материала стягивающих стоек термокомпрессионного устройства в
зависимости от значения температуры: 1 – истинный; 2 – средний
Литература
2. Муха И.М.,
Любимов В.Е. Технология изготовления твердосплавных деталей и инструмента – К.: Техника, 1980. – 191с.
3. Сысоев А.П.,
Сергеев А.В., Казаков Н.Ф. Диффузионная сварка меднохромового псевдосплава с
медью. // Порошковая металлургия. – 1984. – №10. – с. 45-47.
4. Особенности
технологического процесса диффузионной сварки с термическими системами
давления – материалы науч-техн. конференции „Электронные приборы и устройства нового поколения” – 2002. – с. 17-19.