Vozniuk V. T., Dr. Mikulionok I. O.
National Technical University of Ukraine «Kyiv
polytechnic institute», Kiev, Ukraine
RATIONALIZATION OF COOLING PROCESS FOR DOUBLE-LAYER
CORRUGATED EXTRUDED PLASTIC PIPES
Production
of double-layer corrugated extruded plastic pipes is very powerful and resource-demanding
process [1]. As low thermal conduction of material and pipe wall constriction do
not allow quickly reject heat from outside extruded pipe surface so in time of
this process isn’t allow avoid significant discharge power for water circulation
in cooling system and this water cooling in fridge. So, cooling process is limiting
stage of plastic pipes production, while length of cooling area can be several dozens
meters long [2]. In addition, in time of water irrigation cooling water discharging
by a meter length can be several stere per hour [3], therefore cooling water
discharge for pipe cooling in toto may achieve 100 m3/h.
Vacuum
forming of corrugated pipe and preliminary cooling of pipe shell to temperature,
in which plastic features ensure pipe shape fixation in time further processing
(approximately 100 °С),
are made in corrugator, and final cooling is made in bath by irrigation of
cooling water on outside pipe layer. Bath quantity depends on dimension type
and pipe material and also on productivity of production line [2].
Mentioned mode
ensure tolerable cooling only plain thin-walled pipes, in case of extruding
multilayer corrugated pipes this mode assumes availability of cooling area with
significant length, as inner pipe layers almost don’t cooling, that is conditioned
by low heat conduction of plastic and air in pipe goffer. In addition high temperature
gradient in wall thickness may lead to an appearance of locked-up stresses in
the wall, that negative influences on service properties producing pipe.
Effective
method of increase cooling intensity
of extruded pipe is using double-side cooling [4]. At the same time mentioned mode
needs significant discharge of cooling water, at first for cooling outside pipe
surface.
For
rationalization of double-layer corrugated plastic pipes cooling process authors
have proposed to do outside pipe surface cooling by an air and inside pipe surface
cooling to do by an air-water mix that is dispersed inside pipe through extrusion
die by liquid atomizer (draw. 1). In addition outside pipe surface cooling is reasonable
to do by forced convection. That approach makes it possible to intensify
cooling process and rationalize cooling water discharge.
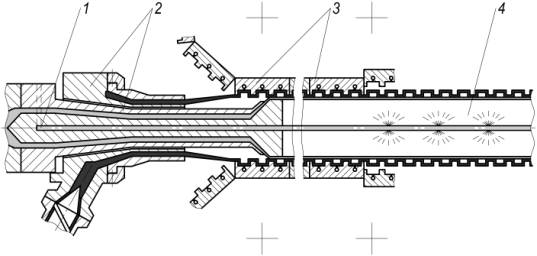
1 – canal
for cooling water supply, 2 – extrusion
dies, 3 – corrugator,
4 – area of inner cooling by air-water
mix
Drawing
1 – Scheme of double-layer corrugated extruded plastic pipes cooling
For corroboration
introduced hypothesis on base of department chemical, plastic and silicate machine
building of National Technical University of Ukraine «Kyiv polytechnic
institute» was engineered experimental assembly and respective research was
carried out (draw. 2).
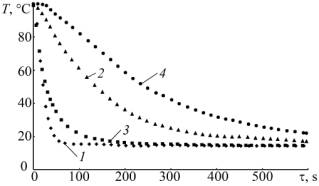
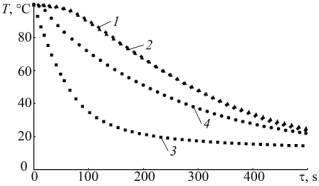
a b
1–4 –
thermocouples numbers in compliance with draw. 3
Drawing
2 – Time variation of temperature fields in corrugated pipe wall by outside
cooling (a) by irrigated water and inside cooling (b) by air-water mix (D = 400 mm)
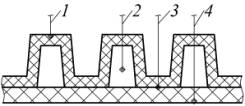
1–4 –
thermocouples numbers
Drawing
3 – Scheme of location thermocouples in corrugated pipe wall
In time
using introduced mode process duration was reduced on 17 %. In addition
less intensive cooling conditions are realized on both pipe sides, in which
less temperature gradient generate in pipe wall and consequently locked-up
stresses are less.
Using
double-side cooling mode with air-water mix for cooling inside pipe surface and
air for cooling outside pipe surface also makes feasible to significant reduce
cooling water discharge in comparison with one-side outside cooling, since for
creation air-water mix needs less cooling water on 55 % per meter then by
the irrigation cooling water on outside pipe surface.
References:
1. Охлаждение
полимерных труб в процессе их производства методом экструзии /
В. Т. Бисеров, И. В. Гвоздев, М. И. Гориловский, В. А. Швабауэр
// Полимерные трубы. — 2008. — № 1. — С. 18—20.
2. Микулёнок И. О.,
Вознюк В. Т. Экструдируемые полимерные трубы. Исследования процесса охлаждения
// Химическая промышленность Украины. — 2010. — № 5. — С. 44—46 [на
укр. яз.].
3. Вознюк В. Т.,
Кравченко Ю. А., Микулёнок И. О. Повышение эффективности охлаждения
гофрированных полимерных труб // Восточно-Европейский журнал передовых
технологий. — 2011. — № 5/8 (53). — С. 46—50 [на укр. яз.].
4.
Вознюк В. Т., Микулёнок И. О. Экспериментальные исследования
двустороннего охлаждения полимерной трубы // Химическая инженерия, экология и
ресурсосбережение. — 2010. — № 1(5). — С. 4—7 [на укр. яз.].