ТЕОРЕТИЧЕСКИЕ
ИССЛЕДОВАНИЯ РАБОТЫ САМОУСТАНАВЛИВАЮЩЕГОСЯ ДВУХРЕЗЦОВОГО СУППОРТА ПРИ ТОЧЕНИИ
МАЛОЖЕСТКИХ ВАЛОВ.
А.О.Кучеров Тольяттинский государственный университет
Расчетно-аналитический метод изучения качества обработки валов малой жесткости основывается на научных теоретических и лабораторных исследованиях и на систематизации материалов статистических наблюдений. При полном его развитии возможность предсказать качество обработки, которое можно обеспечить в результате выполнения запроектированного технологического процесса. Однако и при современном состоянии вопроса этот метод дает указание, в каком направлении следует влиять на процесс для того, чтобы повысить качество обработки.
На основании анализа работ по вопросу обработки нежестких валов наиболее перспективной для дальнейшего усовершенствования с целью повышения качества обработки является двухрезцовая обработка (рис. 1).
Высокое качество обработки может быть достигнуто, если противоположно расположенные резцы работают в одинаковых условиях.
Однако, разности геометрии инструментов, жесткости переднего и заднего суппорта и ряда других факторов не позволяет достичь равенства между радиальными силами резания.
Самоустанавливающийся двухлезвийный блок позволяет достичь равенства радиальных сил резания без особого труда за счет одной степени свободы блока в радиальном направлении.
Рассмотрим двухрезцовую систему в работе, когда она может свободно передвигаться в радиальном направлении.
Принципиальная схема центрирования суппорта и точения вала приведена на рис. 2.
В начальный момент вершины резцов суппорта произвольно ориентированы относительно оси вала в горизонтальной плоскости, т.е. вершины резцов находятся на различных расстояниях от оси обрабатываемого вала.
При врезании одного из резцов, как это показано на рис. 2а, на суппорт будет оказывать влияние сила, изменяющаяся по закону
Р
× sin
(wt
+ j)
Под действием возмущающей силы и ряда факторов, участвующих в колебательном процессе системы, двухрезцовый суппорт будет совершать периодическое движение в радиальном направлении по мере соударений резцов об обрабатываемый вал.
В момент соударения резца о вал системы с приведенной жесткостью «С» будет иметь натяг «Н»
При относительном перемещении тел, находящихся в соприкосновении друг с другом, противодействует сила трения.
По известным данным, сила трения во многом зависит от скорости перемещения.
![]() (1)
(1)
где: bI – коэффициент пропорциональности, численно равный модулю силы сопротивления, при скорости равной единице;
![]() tI – скорость i точки.
tI – скорость i точки.
![]() Уравнение
движения линейной упругой системы (двухрезцового суппорта) с трением на
интервале между ударами об обрабатываемый вал имеет вид:
Уравнение
движения линейной упругой системы (двухрезцового суппорта) с трением на
интервале между ударами об обрабатываемый вал имеет вид:
![]() (2)
(2)
или в безразмерной форме
![]() (3)
(3)
Где m – приведенная масса суппорта;
 - частота вращения вала;
- частота вращения вала;
 частота собственных колебаний;
частота собственных колебаний;
 ;
; ![]() ;
;  ;
;  ;
;  ;
;
Р/С – статическое смещение упругой системы.
Из теории линейных колебаний известно, что общее решение уравнения (3) имеет вид
при ![]()
![]() (4)
(4)
где  ;
; ![]()
![]() ;
; 
где С*- постоянная интегрирования.
Угол Ɵ определяет фазовый сдвиг решения
линейной системы относительного возбуждения и удовлетворяет условию ![]()
Граничные условия движения системы на интервале от удара о левый до удара о правый ограничитель будут:
![]() при
при ![]()
![]()
![]() при
при ![]() (5)
(5)
где 
l – величина кратности режима соударений, т.е. число ударов за период.
Теперь используя уравнения (4, 5) и условие
симметрии, последовательно определяем неизвестные ![]()
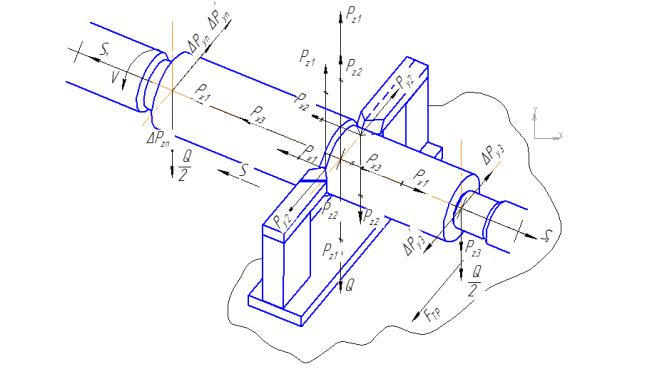
Рис. 1. Схема действия сил на обрабатываемый вал при двухрезцовой обработке.
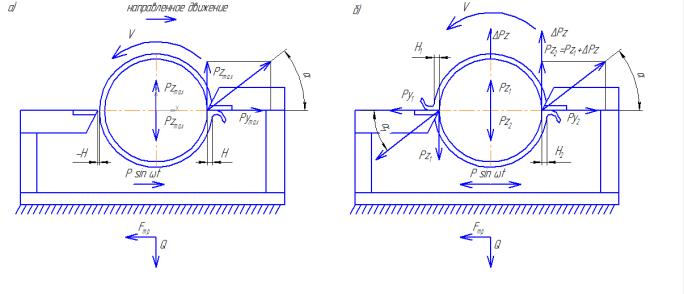
Рис. 2 схема действия сил на самоцентрирующийся
суппорт в моменты: а) – врезание заднего резца, б) – центрирования.
Находим:
tg j = 
![]() (6)
(6)
где: z = е-plnbe1
Затем из уравнения удара V=HR, где уже учтено условие симметрии, имеем
С =  (7)
(7)
Приравниваем путь, проходимый суппортом, т.е. расстояние между валом и резцом, и после преобразований получим фазовое уравнение
Sin(j+q) + в × cos(j+q) = - G / Q (8)
где:
в =  (9)
(9)
Из уравнения (3.8) следует:
Sin (j1,2+q) =  (10)
(10)
Условия существования периодических режимов движения имеют вид
0 < G £ Q ![]() ; V ³ 0 (11)
; V ³ 0 (11)
Из уравнений (4, 6, 7) находим
V1,2 = -  (12)
(12)
Если b = 0, т.е. трение отсутствует
![]() e1 = e; z
= 1; Q =
e1 = e; z
= 1; Q =  ; q = p при e < 1;
; q = p при e < 1;
0
при e > 1;
sin j + в × cosj = G  ; в =
; в = 
y = ½ p (2S
- lne)
где:
S – величина однозначная, определяемой из условия существования V ³ 0, как целое число, для которого
2S
– 1 < lne < 2S
+ 1
Проведенный анализ колебательного процесса системы в случае, когда двухрезцовый суппорт может свободно перемещаться в радиальном направлении показал, что при отсутствии трения система будет колебаться в фазе с возмущающей силой. Такие колебательные движения суппорта копируют погрешности заготовки, и во многом будут зависеть от коэффициента динамичности Q.
С целью обеспечения высокого качества чистовой обработки валов малой жесткости необходимо, чтобы значение у уравнения (4) бесконечно близко стремилось к нулю, т.е.
Q sin (t+j+q) £ - C*е-bet × sin(e1 × t +y)
Такое условие может сохраняться только при точении участка небольшой длины с w / w0 ³ 1,5¸ 2, так как по длине обрабатываемого вала меняется жесткость системы СПИД, наблюдается неоднородность обрабатываемого материала, неравномерность припуска, заклинивание стружки между деталью и резцами, что, несомненно, ведет к снижению качества обработки.
Как видно, степень подвижности суппорта в радиальном направлении не дает возможным сохранить постоянство у по мере перемещения резцов вдоль обрабатываемой детали. Высокое качество обработки может быть достигнуто в случае уmin ® 0 и жесткого фиксирования этой величины по длине обрабатываемого вала.
Фиксировать у min можно путем жесткого крепления суппорта после его центрирования, т.е. после обеспечения у min.
Наличие у min обуславливает наименьшую разность натяга узлов переднего и заднего резца и тем самым порождает наименьшую разность радиальных сил резания.
Анализ проведенных исследований показал, что обеспечить у min = 0 невозможно, ввиду влияния множества факторов на точность центрирования суппорта.
Следует отметить, что на точности центрирования суппорта в первую очередь сказывается частота собственных и вынужденных колебаний, а также сила трения контакта подвижного и неподвижного суппорта.