Технічні науки /8.Технологія
машинобудування. Обробка
матеріалів в машинобудуванні
К.т.н.
Міняйло Ю.Г., Дідович. С.В.
Державний вищий навчальний заклад
«Український державний хіміко-технологічний університет»
м. Дніпропетровськ
ТЕХНОЛОГІЯ ТА
ІНСТРУМЕНТ ДЛЯ ОДНОЧАСНОЇ
ТОКАРНОЇ
ОБРОБКИ З ОБКОЧУВАННЯМ ПОВЕРХНІ
Оздоблювальну обробку виконують в тих випадках, коли необхідно
підвищити точність і якість обробленої поверхні. Це досягається тонкою
пластичною деформацією, доведенням, обкочуванням та іншими способами.
При обкочування суцільних і розкочування тонкостінних деталей
точність їх розмірів можливо підвищити на 10 - 20%, При цьому практично
досягаються параметри шорсткості оброблюваної поверхні Ra 0,2-0,8 мкм при похідних значеннях цих
параметрів 0,8 - 6,3 мкм.
Широко відома технологія послідовної механічної обробки
поверхонь тіл обертання, яка здійснюється обкочувальними кульками або роликами
і яка дає можливість покращення якості поверхні шляхом зменшення її шорсткості
та підвищення твердості поверхневого шару.
Є відомою та використовується технологія одночасного стругання та обкочування
оброблених поверхонь, що дає можливість практично в два рази скоротити час на
цю операцію, оскільки швидкості різання та рекомендовані швидкості при
обкочуванні співпадають (30-150 м\хв).
Слід зазначити, що паралельна робота різця та обкочувальника
на одній і тій же поверхні дає можливість суттєво знизити не тільки час на
обробку, але і роботу обкочування і сили, які діють на заготовку, за рахунок
більшої теплової пластичності обробленої поверхні особливо від вже трохи, але в
межах припустимого, притупленого різця. Це потребує якомога близького розташування
цих інструментів, а, найкраще, використання комбінованого інструменту для
здійснення цих дій з метою запобігання втрат тепла.
Нами
вперше була запроектована конструкція, виготовлений та досліджений комбінований
різець для токарної, комбінованої з обкочуванням, обробки зовнішніх поверхонь
деталей, що мають поверхні обертання,
рисунок 1, (спрощено) з можливістю переналагодження інструменту на роботу із змінними
контактними тисками на робочих поверхнях.
Загальний вигляд різця у роботі показаний
на фотографії, рисунок 2.
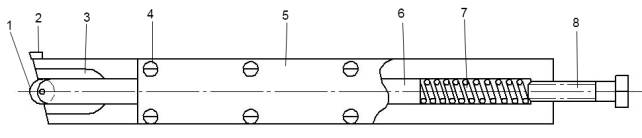
Рисунок 1. Комбінований ріжучий
інструмент: різець-обкатка
Конструкцію різця-обкатки було створено на базі стандартного токарного
упорного різця з ріжучою пластиною Т5К10 (2). У державці різця виконана канавка (3), у якій розміщується
шток (6) з обкочувальним роликом (1). Для регулювання зусилля обкочування з
іншого боку канавки розміщується пружина (7), яка упирається в шток (6) та
регулюється гвинтом (8). Корпус інструменту закривається пластиною (5), яка
прикріплюється до нього за допомогою гвинтів 4.
Дослідження здійснювалися на
токарно-гвинторізному верстаті 16К20
на
заготовках типу трубний прокат зі сталі
Ст.3, зовнішнім діаметром Ø 42 та Ø 48мм за допомогою ролика
шириною 5мм при радіальних зусиллях обкочування
380Н та 580Н, з використанням
мастильно-охолоджуючих середовищ та «всуху» (у комбінаціях). Вимірювання
температури поверхні деталі відбувалось за допомогою інфрачервоного пірометра Німбус 530, який дозволяє обстежувати
об'єкти діаметром до 13мм з діапазоном вимірювання температур -320С
…+5300С.
Профілограф-профілометр типу A (ГОСТ 19299-73 і
ГОСТ 19300-73), модель 252 використовували для вимірювання параметрів Ra і tp.
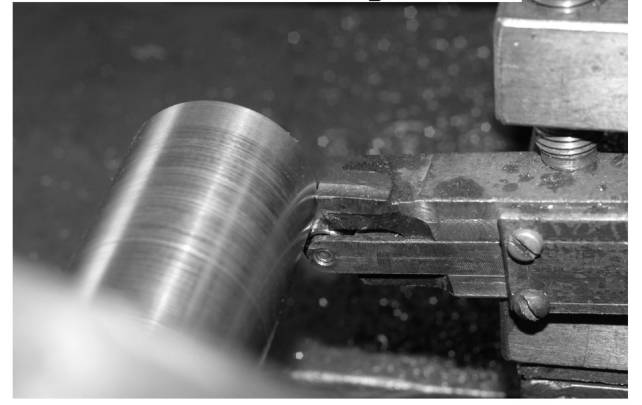 Рисунок 2. Загальний
вигляд комбінованого різця у роботі
Рисунок 2. Загальний
вигляд комбінованого різця у роботі
Режими роботи різця вибиралися згідно із широко відомими
рекомендаціями для напівчистового точіння зовнішніх циліндричних поверхонь з
конструкційної сталі Ст.3.
У підсумок дослідів можливо відзначити, що
параметри шорсткості і точності поверхні деталі при одночасному точінні та обкочуванні суттєво
змінилися у бік покращення і , особливо, при наявності змащення, хоча час
обробки не змінився у порівнянні з одноразовим точінням.
ВІДОМОСТІ
про авторів тез до
науково-технічної конференції:
ТЕХНОЛОГІЯ ТА
ІНСТРУМЕНТ ДЛЯ ОДНОЧАСНОЇ
ТОКАРНОЇ
ОБРОБКИ З ОБКОЧУВАННЯМ ПОВЕРХНІ
- Міняйло Юрій Григорович
Державний
вищий навчальний заклад «Український державний хіміко-технологічний
університет»
К.т.н.,
доцент кафедри машинобудування та
інженерної механіки
Тел.. (0562) 680762
Адреса
для листування:
Міняйло Ю.Г.
Набережна Перемоги 124, кв.16
м. Дніпропетровськ, 49100
2. Дідович
Сергій Вікторович, тел. моб. 0953043751