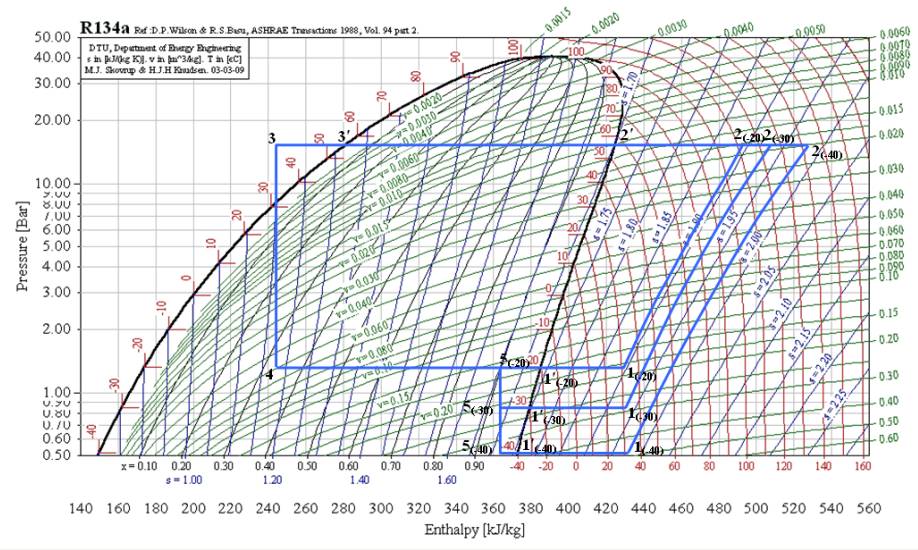
Рис.1. Термодинамическая диаграмма холодильного цикла
Технические науки /Отраслевое машиностроение
К. т. н. Алехин С.Н., к.т.н. Харламова С.П.,
магистрант второго года обучения Плескачев В.Н.
Институт сферы обслуживания и предпринимательства (филиал)
Федерального государственного бюджетного образовательного учреждения
высшего профессионального образования «Донской Государственный Технический
Университет» в г. Шахты Ростовской области
(ИСО и П (филиал) ДГТУ)
К вопросу о повышении теплоэнергетических характеристик компрессора
путем повышения сухости пара
Аннотация. В статье рассмотрены научные предпосылки использования дополнительного дросселирования всасываемых паров хладагента для повышения теплоэнергетических характеристик компрессора бытовых холодильных приборов. Проанализированы диаграммы холодильного цикла для известных вариантов и для рассматриваемого варианта. Сделаны соответствующие выводы о перспективности использования данного направления при совершенствовании конструкций холодильников.
Ключевые слова: температурный напор, степень сухости, коэффициент подачи, дросселирование, перегрев паров хладагента.
Summary. In article scientific
preconditions of use of an additional drosselirovaniye of soaked-up vapors of a
coolant for increase of heat power characteristics of the compressor of
household refrigerating appliances are considered. Charts of a refrigerating
cycle for known options and for considered option are analysed. The
corresponding conclusions are drawn on prospects of use of this direction at improvement
of designs of refrigerators.
Keywords: temperature pressure,
dryness degree, giving coefficient, drosselirovaniye, overheat of vapors of a
coolant.
Исследованиями Якобсона В.Б., Вайнштейна В.Д., Канторовича В.И. и другими установлено, что влажный или сухой насыщенный пар, попадая в компрессор холодильной машины, значительно ухудшают его работу [1], [2], [3] и др. При увеличении содержания жидкости в паре снижается холодопроизводительность и возникает опасность гидравлического удара. Кроме того, жидкий хладагент, попадая в картер, нарушает смазку компрессора.
При описании исследований испарителей малых холодильных машин Якобсон В.Б. , ссылаясь на испытания Шавра В.М. [4], указывает, что при среднем температурном напоре Dt=10 ºС и перегреве пара, равном 1ºС, пар уносил из испарителя от 8 до 10 % жидкости. Для обеспечения сухости пара х=1 перегрев составлял 7…12 ºС.
Испытания испарителей, проведенные Гачиловым Т.С. [5], показали, что сухость хладагента на выходе из испарителя, равная х=0,95 и выше, обеспечивается при температурном напоре Dt=6…18 ºС.
Как известно, влажность пара, характеризуемая степенью сухости х, связана с его перегревом. Как указывают авторы [2], повышение перегрева всасываемого в компрессор пара приводит к росту коэффициента подачи компрессора l. При этом, одним из основных объяснений роста коэффициента подачи l является уменьшение содержание жидкости во всасываемом паре.
Однако, рост коэффициента подачи l из-за перегрева всасываемых паров может нивелироваться увеличением энергозатрат на работу компрессора, а повышение температуры хладагента на выходе из компрессора при этом приводит к появлению дополнительных необратимых потерь.
Кроме этого, для обеспечения необходимого перегрева заданная температура в камере холодильной машины может быть достигнута только при снижении температуры кипения t0. Однако это ведет к уменьшению холодильного коэффициента машины e [1].
Вайнштейн В.Д. и Канторович В.И в работе также указывают, что «…холодопроизводительность машины возрастет лишь в том случае, если теплота перегрева используется для охлаждения потребителя (перегрев «полезный»). Если же перегрев пара осуществляется во всасывающем трубопроводе за счет внешних теплопритоков (перегрев «бесполезный»), то холодопроизводительность машины уменьшится. Наиболее эффективно теплота перегрева используется в регенеративном цикле».
Согласно доводам авторов в работе [6] при степени сухости х>0,9 коэффициент теплоотдачи a на стороне пара резко снижается. С этой точки зрения заполнение испарителя должно быть таким, чтобы обеспечить выход пара со степенью сухости х=0,9…1,0, а дальнейший перегрев пара осуществлять в регенеративном теплообменнике.
Добавим, что, как известно, даже в регенеративном цикле часть перегрева является «бесполезным».
Таким образом, очевидно, что повышение коэффициента подачи l должно достигаться не только повышением перегрева всасываемого пара, но, в первую очередь, повышением его сухости, причем, без значительного перегрева.
Это может быть достигнуто использованием дополнительного дросселирования, то есть более глубоким понижением температуры кипения t0 в испарителе. Однако, данный процесс может быть неэффективен, так как существует ограничение по температурному напору, связанное с заданной температурой охлаждаемого воздуха камеры холодильной машины.
Одним из вариантов реализации процесса повышения сухости пара является использование дополнительного дросселирования паров на выходе из испарителя. Такой вариант при использовании его в регенеративном цикле позволяет, в том числе, увеличить переохлаждение жидкости перед дросселем на входе в испаритель и тем самым повысить эффективность холодильной машины.
На рис.1 показана термодинамическая диаграмма холодильного цикла, имеющего температурные параметры согласно ГОСТ 16317-87 (температура кипения t0=-20 °С, температура конденсации t0=55 °С, температуры переохлаждения и перегрева t=32 °С) с двумя вариантами его реализации:
1) базовый вариант цикла, обозначенный точками 1(-20) – 2(-20) – 2¢ – 3¢ – 3 – 4 – 1¢(-20) – 1(-20), в котором процесс дросселирования холодильного агента осуществляется перед испарителем до давления, соответствующего температуре кипения хладагента t0=-20 °С;
2) усовершенствованный вариант цикла, обозначенный точками 1(-30) – 2(-30) – 2¢ – 3¢ – 3 – 4 – 5(-20) – 5(-30) – 1¢(-30) – 1(-30), в котором кроме дросселирования перед испарителем вводится дополнительное дросселирование после испарителя до давления, соответствующего температуре кипения хладагента t0=-30 °С.
Как уже указывалось выше, несмотря на наличие в агрегате бытового холодильного прибора всасывающей трубки, в которой пары хладагента перегреваются за счет теплообмена с окружающей средой и в регенеративном теплообменнике, существует возможность при определенных условиях попадания в компрессор влажного пара.
Можно предположить, что степень сухости пара на выходе из испарителя составляет х=0,9 (точка 5(-20) на диаграмме рис.1).
Рис.1. Термодинамическая диаграмма холодильного цикла
Процесс дополнительного дросселирования (отрезок 5(-20) – 5(-30) на диаграмме рис.1), протекающий по линии изоэнтальпы, позволяет повысить сухость пара до х=0,93.
Отметим, что более глубокое дополнительное дросселирование до давления, соответствующего температуре кипения хладагента t0=-40 °С (отрезок 5(-20) – 5(-40) на диаграмме рис.1) позволяет повысить сухость пара до х=0,97.
Как видно из диаграммы на рис.1, дополнительное дросселирование не требует значительного понижения давления пара (Dр»0,05…0,08 МПа) и, соответственно, может быть обеспечено незначительными размерами капиллярной трубки и ее гидравлического сопротивления.
Изменение холодильного цикла и степени сухости пара, безусловно, влияет на величину холодильного коэффициента e и коэффициент подачи l компрессора.
На рис.2 показаны зависимости холодильного коэффициента: холодильного прибора и холодильного коэффициента
холодильного прибора и холодильного коэффициента ![]()
цикла при различных значениях сухости х пара для цикла без дополнительного дросселирования и цикла с дополнительным дросселированием.
С дополнительным дросселированием Без дополнительного дросселирования eц=f(х) eп=f(х)![]()
![]()
![]()
![]()
Рис.2. Зависимости холодильного коэффициента от степени сухости пара
Анализ полученных зависимостей показывает, что применение дополнительного дросселирования приводит к снижению холодильного коэффициента в среднем на 10…15%.
Однако, при этом, энергетические показатели компрессора повышаются. Это положение подтверждается формулой предложенной Якобсоном В.Б. [1], для определения коэффициента подачи, учитывающей степень сухости пара, поступающего в компрессор:
l¢=хlном,
где l¢ – коэффициент подачи при поступлении влажного пара в компрессор; lном – коэффициент подачи при поступлении сухого пара в компрессор; х – степень сухости пара.
Таким образом при сухости пара х=0,8…1,0 рост коэффициента подачи составит от 0 до 20 % что говорит о перспективности и целесообразности использования дополнительного дросселирования для повышения теплоэнергетических характеристик компрессора.
Библиографический список
1. Якобсон В.Б. Малые холодильные машины. М.: Пищевая промышленность, 1977 г. 368 с.
2. Вайнштейн В.Д., Канторович В.И. Низкотемпературные холодильные установки. М.: Пищевая промышленность. 1972, с.352.
3. Холодильные машины / Н.Н. Кошкин, И.А. Сакун, Е.М. Бамбушек и др.; Под общ. ред. И.А. Сакуна. – Л.: Машиностроение, Ленингр. отд-ние, 1985. – 510 с.
4. Шавра В.М. Влияние перегрева пара, выходящего из испарителя, на работу малой холодильной машины. – «Холодильная техника», 1962, №6.
5. Гачилов Т.С. Наружный теплообмен в малых испарителях с естественной циркуляцией воздуха. – «Холодильная техника», 1970, № 10, с.37-43.
6. Теплообменные аппараты холодильных установок. Данилова Г.Н., Богданов С.Н., Иванов О.П. и др. Л.: Машиностроение, 1973, 328 с.