Технические науки/8.Обработка
материалов в машиностроении
К.т.т. Данилова Л.Н.
Национальный технический университет Украины «Киевский политехнический
институт», Украина
УСТРОЙСТВА сборки САМОРЕЗами
С помощью резьбовых деталей выполняется
более половины всех соединений в приборах и машинах. Однако соединения,
выполняемые ввинчиванием, являются одними из наиболее трудоемких и трудно
поддающихся автоматизации. Трудоемкость выполнения их в значительной степени
определяется типом соединения, от выбора которого зависит количество
участвующих в соединении крепежных деталей, технологических переходов,
используемых исполнительных устройств. В практике современного машино- и
приборостроения широкое распространение получили винты, устанавливаемые в
детали с гладким отверстием и в частности самосверлящие резьбовыдавливающие
винты, не требующие стопорения и дополнительных крепежных деталей. Таким
образом, установка СР (самосверлящих резьбовыдавливающих) винтов возможна с
применением минимального количества исполнительных устройств.
Сборка с применением самосверлящих резьбоформирующих винтов заключается
в последовательном выполнении двух разнохарактерных операций - сначала
сверления, а затем раскатывания резьбы, а технологический процесс заключается в
последовательном выполнении двух традиционных способов, выполняемых двумя
инструментами, объединенными в одном теле. Сложность заключается в следующем,
сверло требует жесткого базирования по двойной направляющей базе для
предотвращения увода, или предварительного центрования, резьбовая часть
направляется по просверленному концевой частью отверстию, при этом базирующие
элементы должны обеспечивать проход головки винта в конце завинчивания [1].
В современных электродрелях используется
так называемый цанговый сверлильный патрон, в котором сверло фиксируется
несколькими (чаще всего тремя) «кулачками», симметрично расположенными вокруг
воображаемой продольной оси шпинделя. Шуруповерты имеют приспособление,
позволяющее ограничивать глубину ввинчивания самореза. Это или специальная втулка-ограничитель,
например, в виде кольца вокруг биты, которая служит упором, останавливающим
движение инструмента вглубь материала. Используется
магнитный держатель для перехода от сверления к завинчиванию
шурупов и обратно. Для завинчивания СР винтов требуется универсальное
приспособление, обеспечивающее жесткое базирование сверлящей части и в то же
время пропускающее головку винта. Традиционный способ базирования винтов в
гибких элементах, допускающих выход головки винта, не обеспечивает должной
устойчивости при сверлении.
На рис.1в, г и 2 показаны фотографии и
чертеж устройств, базирующих винт по наружному диаметру резьбы между
коническими (рис. 1в) или цилиндрическими шнеками (рис. 1г). Устройство (рис. 2) состоит из корпуса 1, в
расточках которого установлены под углом к оси корпуса конические шнеки 2 с
коническими шестернями 3, зацепляющимися с центральным колесом 4, выполненным
совместно с шестерней дифференциала. Дифференциал состоит из сателлитов 5, связанных
с водилом 6, и шестерни 7, установленной на шлицах шпинделя 8. Подпружиненная
отвертка 9 расположена в шпинделе 8, перемещающемся по втулке 10, неподвижно
связанной с корпусом 1 и имеющей окна, в которых установлены вкладыши 11,
охваченные кольцевой пружиной 12. К втулке 10 присоединен магазин 13 с винтами
14. Шестерня 7 дифференциала имеет тормоз 15.
Винтоверт работает следующим образом. При
отведенном вверх шпинделе 8 с отверткой 9 очередной винт 14, центрируясь
подпружиненными вкладышами 11, попадает в пространство между шнеками 2 так, что
его головка опирается на винтовые поверхности шнеков, а тело базируется по
цилиндрическим образующим поверхностям. Таким образом, винт надежно
удерживается в требуемом положении. При вращении водила 6 движение передается
на шестерни. Так как шестерня 7 имеет тормоз 15, то в начальный момент
вращаются шнеки 2 и подают винт до касания с деталью. Увеличение момента
сопротивления в этом направлении приводит к вращению шестерни 7, шпинделя 8 с
отверткой 9. Винт завинчивается в деталь. В зависимости от условий свинчивания,
вращательное движение с различными скоростями осуществляют одновременно
шпиндель и шнеки.


а) б) в) г)
Рисунок 1 – Фотографии винтозавертывающих
механизмов:
а) головка винтоверта; б) насадка на
винтоверт; в) шнековый винтоверт с коническими шнеками; г) шнековый винтоверт с
цилиндрическими шнеками.
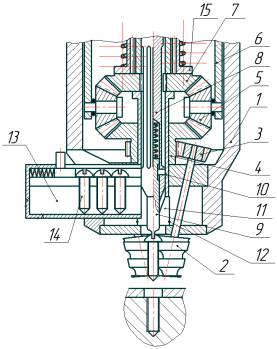
Рисунок 2 – Шнековый винтоверт с
коническими шнеками.
Литература:
1. Сборка и монтаж изделий машиностроения: Справочник.
Под ред.. В.С. Корсаков, В.К. Замятина. Т.1, - М.: Машиностроение, 1983. – 480
с.