Технические науки/2. Обработка материалов в машиностроениио
К.т.н. Бруяка О.О., Коноз Д.Н.
Горловский автомобильно-дорожный институт
Донецкого национального технического университета,
Украина
ПОВЫШЕНИЕ РАБОТОСПОСОБНОСТИ ПОКРЫТИЙ НА РИ
ПРИ ОБРАБОТКЕ СТАЛЕЙ
Показано, что для наиболее эффективного
использования покрытий необходимо учитывать их адгезионное взаимодействие с
обрабатываемым материалом, требуется обеспечение его минимума и в тоже время
более высокой твердости покрытий, что в совокупности обеспечит максимальную
работоспособность РИ с покрытием.
Адгезия влияет на работоспособность
покрытия: при нанесении покрытий необходимо стремиться к максимуму адгезии и
материала РИ; при обработке РИ с покрытием необходимо обеспечивать минимум
адгезионного взаимодействия покрытия и обрабатываемого материала, а также
основного материала РИ и обрабатываемого материала. Высокая адгезия материала
РИ и обрабатываемого материала существенно увеличит скорость роста лунки в
покрытии и в основном материале РИ за счет съема материала РИ совместно с
материалом покрытия [1-2]. Все это объясняет неоднозначные результаты
использования покрытий. Так, зачастую на предприятиях используют покрытия и
материалы РИ для обработки, которые обладают высоким адгезионным
взаимодействием (схватыванием), например при обработке титановых сплавов
используют покрытие TiN на РИ, при обработке быстрорежущих
сталей − твердые сплавы группы ВК или покрытия WC. Таких примеров очень много и они дискредитируют идею
применения покрытий и эффективных режущих инструментов из твердых сплавов и
быстрорежущих сталей, поэтому научно обосновано применение тех или иных
покрытий и режущего инструмента твердых сплавов (ТС) и быстрорежущих сталей
(БС)
Поэтому были проведены исследования
влияния адгезионного взаимодействия материала РИ из твердых сплавов с различной
зернистостью и содержанием кобальта с покрытиями, обладающими низким
адгезионным взаимодействием с обрабатываемыми сталями и сплавами. В ходе
исследования получены зависимости износа по задней поверхности h3 от
времени для сплавов ВК с содержанием кобальта от 4 до 10% (по весу) при точении
стали 38ХГСА.
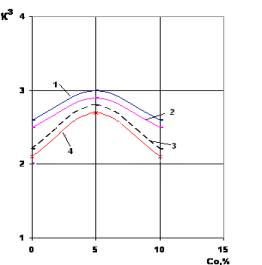
Обобщенные результаты этих исследований в
виде зависимости коэффициента сравнительной стойкости от содержания Со показаны
на рис. 1 для покрытий Мo2N, TiN, 0,5TiN+0,5HfN. Анализ
результатов, приведенных на рис. 1, показывает, что наиболее приемлемо считать
6%-ное содержание Со по весу. В этом случае достигается максимальное повышение
стойкости для твердосплавных пластин с покрытиями Мo2N, TiN, 0,5TiN+0,5HfN, 0,2HfN+0,8ZrN. Причем максимальная стойкость реализовывалась для
последнего покрытия.
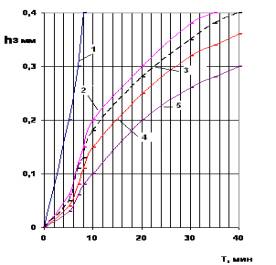
Аналогичные зависимости для стали 35ХГСА
при различной зернистости сплава ВК показаны на рис. 2. Здесь хорошо видна
тенденция увеличения коэффициента относительной стойкости К с уменьшением
зернистости сплава ВК. Наибольший коэффициент относительной стойкости имеет
особо мелкозернистый сплав ВК60М (К =
3.2 − 6.2 с покрытием 0,2HfN+0,8ZrN).
Стойкость в обоих случаях определялась как
время до износа по задней поверхности h3, равные 0,4 мм. Коэффициент сравнительной стойкости
определяется следующим образом: К = ТП / Т,
(1)
где, ТП – стойкость пластин, с
покрытием, мин; Т – стойкость пластин без покрытия, мин. В то же время это
покрытие имеет высокую твердость, что также снижает износ РИ.
|
|
|
|
Рисунок 1 − Влияние содержание Со на коэффициент сравнительной
стойкости для пары: 1 − ВК-38ХГСА с покрытием 2 − Мо2N; 3 − 0,5TiN+0,5AlN; 4 −
0,2HfN+0,8ZrN; |
Рисунок 2 − Зависимость износа задней поверхности от времени
(35ХГСА). Инструментальный материал: 1 − ВК60М; с покрытием: 2 − Мо2N; 3 − TiN; 4 − 0,5TiN+0,5HfN; 5 −
0,2HfN+0,8ZrN; |
Приведенные диаграммы подтверждают -
наибольший эффект имеют покрытия, наносимые на инструментальную твердосплавную
подложку, имеющую особо зернистую структуру и 6% содержание Со (рис.3)..
Влияние покрытий связано с двояким эффектом: как покрытие 0,2HfN+0,8ZrN снижает
адгезионное взаимодействие с обрабатываемым материалом, снижая силы резания и
коэффициент стружки, что способствует снижению износа.
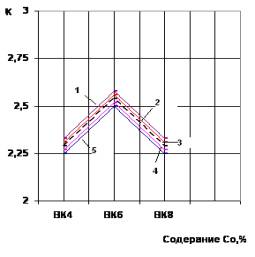
Рисунок 3 − Влияние содержания кобальта на
коэффициент сравнительной стойкости при обработке стали: 1 − 38ХС при V=60м/мин с покрытием: 2 − Мо2N; 3 − TiN;4
− 0,5TiN+0,5AlN; 5 − 0,2HfN+0,8AlN
Особый интерес представляли исследования
по выявлению возможностей покрытий Мо2N, TiN, 0,5TiN+0,5AlN, 0,2HfN+0,8ZrN при обработке
жаропрочных сталей и сплавов.
Так, износ РИ из ВК60М при обработке
сплава ЭИ654 с теми же покрытиями представлен на рис. 4. Наблюдается
существенное снижение износа при применении покрытий, особенно 0,2HfN+0,8ZrN.
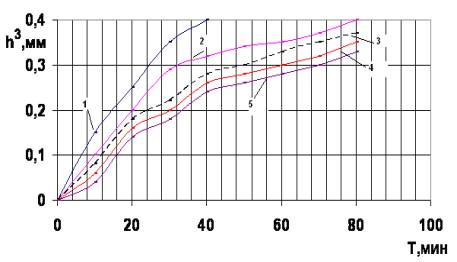
Рисунок 4 − Зависимость износа задней
поверхности от времени. Инструментальный материал: 1 − ВК60М (ЭИ654) с
покрытием: 2 − Мо2N; 3 − TiN; 4 − 0,5TiN+0,5AlN; 5 −
0,2HfN+0,8AlN
Влияние покрытий на износ связан с
адгезионным взаимодействием титанового сплава с материалом покрытий. Так, в
этом случае не использовались покрытия с наличием титана, чтобы снизить
адгезионное взаимодействие, а применялись Мo2N, Al2O3, HfN, 0,2HfN+0,8ZrN, которые
кроме низкого адгезионного взаимодействия с ВТ14 имеют высокую твердость (35 ГПа), что существенно выше,
чем HfN и Al2O3 (хотя
последние с точки зрения адгезионного взаимодействия более приемлемы).
Литература:
1. Костюк Г.И. Физические
процессы плазменно-ионных, ионно-лучевых, плазменных, светолучевых и
комбинированных технологий. Физико-технические основы нанесения покрытий,
ионной имплантации и ионного легирования, лазерной обработки и упрочнения,
комбинированных технологий: моногр. / Г.И. Костюк. − К.: Изд-во АИНУ,
2002. − Кн. 1. − 587 с.
2. Костюк Г.И.
Эффективный режущий инструмент: моногр. /Г.И. Костюк. − Х.: Харьк. авиац.
ин-т, 2007. − 610 с.
3. Костюк Г.И. Научные основы создания современных технологий: учеб.
пособие / Г.И. Костюк. − Х.: Харьк. авиац. ин-т, 2008. − 601 с.
4. Kostyuk G. The
effective cutting tools having the coating and hardened layers:
Monograph-referance book / G. Kostyuk. - Kharkov, «KhAI», 2007. - 633 p.