ИССЛЕДОВАНИЕ ВЛИЯНИЯ ДЛИНЫ ВЫХОДНОГО
КАНАЛА НА НАПРЯЖЕННО-ДЕФОРМИРОВАННОЕ СОСТОЯНИЕ В ПРОЦЕССЕ РАВНОКАНАЛЬНОГО
УГЛОВОГО ПРЕССОВАНИЯ С ПРОТИВОДАВЛЕНИЕМ
Фёдорова Т.Д.
(г.Темиртау, Карагандинский Государственный Индустриальный
Университет)
к.п.н., ст.преподаватель Таюпова Э.К.
(г.Караганды, Карагандинский университет «Болашак»)
Одним из эффективных способов повышения
эксплуатационных свойств сталей является формирование в них нанокристаллических
структур методами интенсивной пластической деформации (ИПД).
Наиболее распространенным методом ИПД является
равноканальное угловое (РКУ) прессование. При прессовании стали из-за больших
усилий и незаполнения внешнего угла в матрице в образцах возникают трещины.
Установлено, что использование противодавления ведет к подавлению накопления
дефектов, тогда как в отсутствие противодавления эти дефекты развиваются в
результате ИПД.
Программный комплекс DEFORM позволяет
при различных способах обработки металлов давлением полностью смоделировать напряженно-деформированное
состояние (НДС) металла и выявить
влияния различных геометрических и технологических факторов на НДС
непосредственно за компьютером, а не в ходе реального эксперимента.
С помощью программы компьютерного
проектирования КОМПАС создавалась геометрическая модель угловой матрицы,
пуансона и заготовки. Далее
геометрическая модель импортировалась в программу
DEFORM, где формировалась собственно конечно-элементная модель – основа для
расчета НДС.
В качестве материала
деформируемой заготовки была выбрана углеродистая сталь марки 45. Материал
угловой матрицы и пуансона были приняты абсолютно жесткими.
Температура заготовки, была выбрана
равной 550°С (температура ниже начала рекристаллизации). Так же для
моделируемого эксперимента, согласно литературному обзору, были заданы значения
коэффициента трения между заготовкой и матрицей µ=0,08,
между заготовкой и пуансоном 0,12; коэффициент теплообмена с окружающей средой,
равный 5; скорость прессования 1мм/с.
Для выявления наиболее
оптимальных геометрических параметров с целью получения ультрамелкозернистой (УМЗ)
структуры деформируемого материала были разработаны несколько вариантов матриц
с учетом следующих геометрических факторов, оказывающих влияние на НДС
материала:
Длина выходного
канала матрицы. На основании проведенного литературно-патентного обзора были
разработаны модели с различной длиной выходного канала матрицы (40, 50, 60, 70
мм).
На
качество металла (на лучшую проработку структуры и заваривание внутренних
дефектов) положительно влияет наличие сжимающих напряжений внутри
деформируемого тела, возникающих в процессе его деформирования. Эти напряжения
можно охарактеризовать распределением среднего напряжения sср по
сечению заготовки, см. рисунок 1.
а)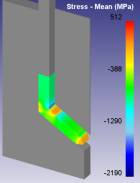 б)
б)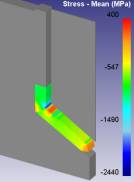 в)
в)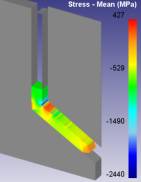 г)
г)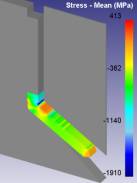
а – 40мм; б – 50мм; в – 60мм; г – 70мм.
Рисунок 1 – Распределение средних
напряжений σср по
сечению заготовки в матрицах с различными длинами выходного канала
Характер
распределения sср
показывает, что при всех значениях длины выходного канала в очаге деформации,
за исключением небольших зон, преобладают сжимающие напряжения. Зоны
растягивающих напряжений в выходном канале расположены у верхней стенки. С
увеличением длины выходного канала, в очаге деформации присутствуют протяженные
зоны с наличием растягивающих напряжений, что связано с возрастающим влиянием
сил контактного трения вследствие большей площади взаимодействия заготовки с
матрицей.
Схема
всестороннего сжатия, обеспечиваемая в большей части поперечного сечения,
гарантирует отсутствие макро- и микротрещин в металле и благоприятствует
максимальной степени пластичности деформируемой заготовки. Возрастание роли
напряжений сжатия в общей схеме напряженного состояния увеличивает
пластичность.
При
анализе матриц с длинами каналов 40мм, 50мм,
см. рисунок 1 а, б, можно сделать выводы о достаточно малом влиянии растягивающих
напряжений. В очаге деформации для данных матриц основной схемой напряженного
состояния является всестороннее сжатие, а растягивающие напряжения
сосредоточены главным образом на поверхности заготовок. Рассматривая
максимальные значения растягивающих напряжений для данных матриц можно
заметить, в матрице с длиной канала 40мм значение среднего напряжения достигает
значения 100МПа при прессовании в матрице с длиной канала 50мм 130МПа.
Однако,
при рассмотрении распределения средних напряжений в заготовках при прессовании
в матрицах с длинами каналов 60мм, 70мм (рисунок 1 в, г) можно отметить, что
растягивающие напряжения с увеличением длины канала проникают вглубь заготовки,
что, естественно, окажет отрицательное влияние на возможность получения ультрамелкозернистой
структуры. Для рассматриваемых матриц при анализе максимальных растягивающих
напряжений наблюдаются максимальные значения растягивающих напряжений, которые
составляют 150-170 МПа.
Для
всех матриц значение сжимающих напряжений примерно одинаковы и находятся в
пределах 500-600 МПа.
Таким образом, схема всестороннего сжатия, обеспечиваемая в большей
части поперечного сечения, гарантирует отсутствие макро- и микротрещин в
металле и благоприятствует максимальной степени пластичности деформируемой
заготовки.
Результаты
распределения эквивалентных напряжений σэкв при прессовании
заготовок в угловой матрице с различными длинами каналов представлены на
рисунке 2.
а)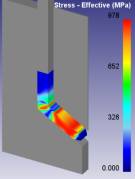 б)
б)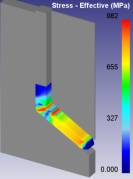 в)
в)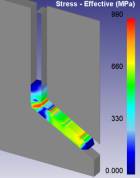 г)
г)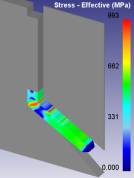
а – 40мм; б – 50мм; в – 60мм; г – 70мм.
Рисунок 2 – Распределение эквивалентных
напряжений σэкв по
сечению заготовки в матрицах с различными длинами выходного канала
Анализ
распределения максимальных значений эквивалентных напряжений по объему заготовок
показывает, что своего пика (978МПа) параметр достигает при прессовании в
матрице с минимальным значением длины канала 40мм, см. рисунок 2, а. Далее с
увеличением длины канала значения эквивалентных напряжений снижаются до 300МПа
(рис. 2 г).
Результаты распределения интенсивности
логарифмической деформации εинт при прессовании заготовок в угловой
матрице с сужающимся каналом с различными длинами выходного канала представлены
на рисунке 3.
а)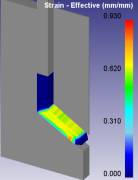 б)
б)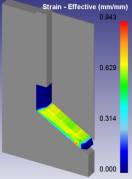 в)
в)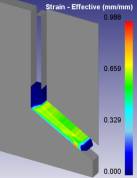 г)
г)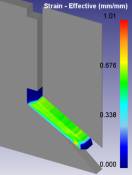
а – 40мм; б – 50мм; в – 60мм; г – 70мм.
Рисунок 3 – Распределение интенсивности
логарифмической деформации εинт по сечению заготовки в матрицах
с различными длинами выходного канала
Анализируя
максимальные значения интенсивности логарифмической деформации видно, что,
начиная с матрицы с наименьшим по длине выходным каналом 40мм, наблюдается рост
анализируемого показателя и достигает максимального значения 0,930 (при
прессовании в матрице со значением длины выходного канала 60мм, см. рисунок 3,
в).
Рассматривая среднее распределение интенсивности
логарифмической деформации по всему объему заготовки видно, что распределение
наиболее равномерно при прессовании в матрицах с длиной выходного канала 50мм и
60мм, см. рисунок 3, б, в. Однако, среднее значение распределения интенсивности
логарифмической деформации по сечению немного ниже при прессовании в матрице с
длиной канала 60мм и составляет 0,65. При прессовании в матрице с длиной канала
60 мм на выходе из очага деформации наблюдаются области с меньшей проработкой
структуры и площадки с повышенными значениями показателя.
Вывод: Исходя из анализа распределения
показателей НДС при прессовании в матрицах с различными длинами выходного
канала, полученных путем расчета в программном комплексе DEFORM, можно прийти к
выводу, что наиболее оптимальной является длина выходного канала 50 мм. Для
данной длины распределения интенсивности деформации, эквивалентных напряжений и
средних напряжений более равномерные, чем при прессовании заготовок в матрицах
с другими длинами каналов. Анализ показывает, что во всем объеме заготовки
преобладают сжимающие напряжения. Однако их концентрация сосредоточена в зоне
стыка каналов. На участке после стыка каналов имеют место растягивающие
напряжения.
Список использованной литературы
1. Рааб.Г.И. , Макарычев К.Н., Валиев Р.З. Особенности НДС
при РКУП с противодавлением //Физика и техника высоких давлений . 2005. №1.
2.
DEFORM 3D V10.0 User's Manual. SFTC, 2010.