Мамедов Г.В.
Азербайджанская Государственная Нефтяная
академия
ОПРЕДЕЛЕНИЕ ГАРАНТИРОВАННОГО НАТЯГА В УПЛОТНЕНИЯХ ТИПА
МЕТАЛЛ-МЕТАЛЛ, ПРИМЕНЯЕМЫХ В ГИДРОСИСТЕМАХ И
КЛАПАНАХ, ПРИМЕНЯЕМЫХ В НЕФТЕПРОМЫСЛОВЫХ ОБОРУДОВАНИЙ
И АГРЕГАТАХ.
A guaranteed tightness within
the proportional limit
of stress system nascent
over the assembly method of metal
– metal type seals is investigated in this article. The dependence of contact pressure from tightness is
gotten by variation method for metal – metal type seals in condition of mutual
action of thermal and plastic deformations, which coincides with the experimental conclusions.
Уплотнения типа металл-металл применяют в нефтяных
оборудованиях и агрегатах, работающих в широком диапазоне давлений и
температур [1].
Анализ применяемых конструкций
гидроцилиндров, клапанов и т.д. с металлическими (углеродистых сталей, бронзой,
чугуна и т.д.). Контактирующим элементам позволяется выделить те условия, чтобы
при сборке (посадке) уплотнения (металлический) жесткой плитой на контактной
поверхности возникли бы соединения, с гарантированных натягом, обеспечивающих
заданные герметизации при деформациях
за пределом пропорциональности. С целью исследования влияния метода
сборки на напряженное, состояние соединений с гарантированным натягом при
деформациях, обеспечивающих герметизации за пределом пропорциональности.
Рассмотренным результатом исследований был принят для единой
упругой и пластической областей степенной закон деформирования:
![]() (1)
(1)
где
![]() и
и ![]() -механические
характеристики материала;
-механические
характеристики материала; ![]() и
и ![]() - интенсивность
напряжений и деформаций.
- интенсивность
напряжений и деформаций.
Результатом решения является принцип возможных
перемещений для находящегося под внутренним давлением Р диска с наружным ![]() и внутренним
и внутренним ![]() радиусами, выражающемся в виде
радиусами, выражающемся в виде
![]()
где ![]() - радиальные и тангенциальные напряжения и деформации
- радиальные и тангенциальные напряжения и деформации ![]() -знак вариации,
переменный радиус и угловая координата;
-знак вариации,
переменный радиус и угловая координата; ![]() -радиальная перемещение на поверхности радиуса
-радиальная перемещение на поверхности радиуса ![]() .
.
В результате решения составленного
вариационного уравнения равновесия (1) с учетом (2) получена зависимость [3]:
 ; (3)
; (3)
здесь
 ,
,
![]()
где
Аналогично для диска с наружным радиусом ![]() и внутренним
и внутренним ![]() , находящегося под действием наружного давления Р, получим
уравнение.
, находящегося под действием наружного давления Р, получим
уравнение.
 ; (4)
; (4)
здесь
 ,
,
где
 .
.
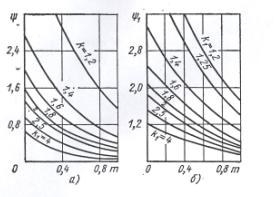
Рис.1.
Графики зависимости вспомогательных функций ![]() для охватывающей (а)
и
для охватывающей (а)
и ![]() для охватываемой (б) деталей от характеристики материала
для охватываемой (б) деталей от характеристики материала ![]() при различной жесткости
при различной жесткости ![]() и
и ![]() соединяемых деталей.
соединяемых деталей.
Для удобства расчетов вспомогательных
функций ![]() и
и ![]() табулированы с помощью ЭВМ и представлены графиками (рис.1).
Совместно условию совместности деформации для соединения с относительным
натягом
табулированы с помощью ЭВМ и представлены графиками (рис.1).
Совместно условию совместности деформации для соединения с относительным
натягом ![]() имеет место равенство
имеет место равенство
 (5)
(5)
где ![]() и
и ![]() радиальные перемещения внутреннего и наружного
дисков у поверхности контакта.
радиальные перемещения внутреннего и наружного
дисков у поверхности контакта.
После подстановки выражений (3) и (4) в
равенство (5) получим
 .
.
При упругопластическом деформировании
только одной из деталей соединения, подставляя в уравнение (5), в зависимости
по лемме для перемещения упругодеформированной детали, получим:
а) при пластической деформации
охватываемой детали и упругой деформации охватывающей детали
 ,
,
где ![]() и
и ![]() - модуль упругости и
коэффициент Пуассона материала охватывающей
детали; при заданном натяге давление на поверхности контакта определяется с
помощью рекуррентного соотношения
- модуль упругости и
коэффициент Пуассона материала охватывающей
детали; при заданном натяге давление на поверхности контакта определяется с
помощью рекуррентного соотношения
 (6)
(6)
б) при пластической деформации
охватывающей и упругой деформации охватываемой детали.
 ,
,
где ![]() и
и ![]() модуль упругости и
коэффициент Пуассона материала охватываемой детали.
модуль упругости и
коэффициент Пуассона материала охватываемой детали.
В частном случае для
упругодеформированного сплошного вала
 ; (7)
; (7)
Контактное давление в этом случае
вычисляется из рекуррентного соотношения
 (8)
(8)
Пусть, например требуется определить
давление на поверхности контакта при посадке стальной втулки на сплошной вал,
если диаметр сопряжения ![]() мм, наружный диаметр втулки
мм, наружный диаметр втулки ![]() мм, расчетный относительный натяг
мм, расчетный относительный натяг ![]() ; для материала вала
; для материала вала ![]() кгс/мм2,
кгс/мм2, ![]() ; для материала втулки
; для материала втулки ![]() ,
, ![]() кгс/мм2.
кгс/мм2.
По графику (рис. 1) для ![]() и
и ![]() находим
находим ![]() . Учитывая, что перемещение вала по сравнению перемещения
втулки, в нулевом приближении примем
. Учитывая, что перемещение вала по сравнению перемещения
втулки, в нулевом приближении примем ![]() , что соответствует случаю
, что соответствует случаю ![]() . Тогда из соотношений (8) получим
. Тогда из соотношений (8) получим

что соответствует ![]() кгс/мм2 .
Далее,
кгс/мм2 .
Далее,

что соответствует ![]() кгс/мм2. Аналогично получим
кгс/мм2. Аналогично получим ![]() и
и ![]() кгс/мм2;
кгс/мм2; ![]() и
и ![]() кгс/мм2.
кгс/мм2.
Следовательно, искомое контактное давление
составляет ![]() кгс/мм2 и определено с достаточной для инженерных
расчетов точностью уже во втором приближении.
кгс/мм2 и определено с достаточной для инженерных
расчетов точностью уже во втором приближении.
Определим теперь давление на поверхности
контакта при посадке бронзовой втулки с наружным диаметром ![]() мм и внутренним диаметром
мм и внутренним диаметром ![]() мм в стальную ступицу с наружным диаметром
мм в стальную ступицу с наружным диаметром ![]() мм, если
мм, если ![]() кгс/мм2;
кгс/мм2; ![]() кгс/мм2
кгс/мм2![]() .
.
По графику (рис.1) для ![]() и
и ![]() найдем
найдем ![]() . Аналогично предыдущему примеру, в нулевом приближении
примем
. Аналогично предыдущему примеру, в нулевом приближении
примем ![]() , что соответствует случаю
, что соответствует случаю ![]() . Тогда из соотношения (6)получим
. Тогда из соотношения (6)получим

что соответствует ![]() кгс/мм2.
Затем получим
кгс/мм2.
Затем получим
 ,
,
что соответствует ![]() кгс/мм2. Аналогично находим
кгс/мм2. Аналогично находим ![]() и
и ![]() кгс/мм2.
кгс/мм2.
При исследовании было сопоставлено
напряженное состояние прессовых и тепловых соединений, попарно выполняемых с
одинаковыми или очень близкими натягами, в диапазоне ![]() при
при ![]() мм и
мм и ![]() . Во всех случаях охватываемая деталь (вал)- сплошная,
одинаковой длины с охватывающей (втулкой); шероховатость поверхностей сопряжения
определяется параметром.
. Во всех случаях охватываемая деталь (вал)- сплошная,
одинаковой длины с охватывающей (втулкой); шероховатость поверхностей сопряжения
определяется параметром.![]() мкм, материал вала – сталь 40, втулки – сталь 35. При
формировании тепловых соединений принимались меры, исключающие появлению температурных напряжений. Запись
изменения температуры деталей, производимая с помощью гибких термопар, включенных
в схему самопишущего потенциометра, показало что образцы вала через несколько
секунд прогревались до 180–2000С и деформация втулок начиналась при
240–2800С (рис.2).
мкм, материал вала – сталь 40, втулки – сталь 35. При
формировании тепловых соединений принимались меры, исключающие появлению температурных напряжений. Запись
изменения температуры деталей, производимая с помощью гибких термопар, включенных
в схему самопишущего потенциометра, показало что образцы вала через несколько
секунд прогревались до 180–2000С и деформация втулок начиналась при
240–2800С (рис.2).
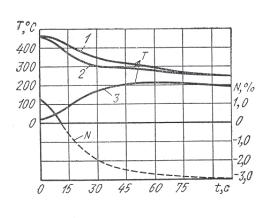 Рис.2. Изменение температуры Т соединяемых деталей и относительно
зазора – натяга
Рис.2. Изменение температуры Т соединяемых деталей и относительно
зазора – натяга ![]() (сплошная кривая –
сборочный зазор; штриховая кривая – теоретический натяг) во времени
(сплошная кривая –
сборочный зазор; штриховая кривая – теоретический натяг) во времени ![]() в процессе тепловой сборки при помещении вала в охватывающую
деталь, нагретую до температуры, обеспечивающей сборочный зазор:
в процессе тепловой сборки при помещении вала в охватывающую
деталь, нагретую до температуры, обеспечивающей сборочный зазор:
1 и 2 – температура втулки у наружного и внутреннего
диаметров; 3 – температура центра
вала
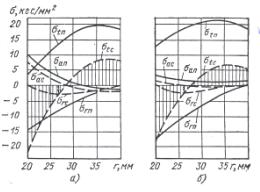 Рис.3. Эпюры напряжений (полных радиальных
Рис.3. Эпюры напряжений (полных радиальных ![]() , тангенциальных
, тангенциальных ![]() , осевых
, осевых ![]() напряжений соединения
и радиальных
напряжений соединения
и радиальных ![]() , тангенциальных
, тангенциальных ![]() и осевых
и осевых ![]() остаточных напряжений
втулки;
остаточных напряжений
втулки; ![]() - радиус):
- радиус): ![]() - прессового соединения с натягом
- прессового соединения с натягом ![]() ; б – теплового
соединения с натягом
; б – теплового
соединения с натягом ![]()
Напряженное состояние соединений определяли
методом расточки по Заксу с применением проволочных датчиков сопротивления: при
обработке показаний датчиков сопротивления; при обработки показаний датчиков учитывали
особенности определения напряжений составных цилиндрах; вычисления производили с помощью ЭВМ. При
осмотре поверхностей контакта их изменений, несмотря на значительные натяги и
большие усилия запрессовки, обнаружено не было.
В результате эксперимента получено
распределение по радиусу охватывающей детали как полных напряжений соединения,
так и напряжений втулки, оставшихся вследствие пластической деформации после
удаления вала (рис.3 и 4). Во всех испытанных соединениях зафиксированы лишь
упругие деформации валов. Представленные на рис. 5 диаграммы растяжения материалов
сопрягаемых деталей свидетельствуют о том, что в данном интервале температур
происходит изменение физико–механических свойств углеродных сталей, объясняемое
быстро протекающими процессами старения при одновременном воздействии
температуры и пластической деформации; при этом с повышением температуры тем же
значениям деформаций соответствуют большие значения напряжения.
Из построенной на основании записи потенциометра (см. рис. 2) кривой
изменения зазора – натяга во времени следует, что наибольшее деформирование
втулки при формировании соединения происходит при ![]() . Ввиду того, что коэффициенты линейного
расширения материалов соединяемых деталей одинаковы, при последующем их
остывании изменения напряженного состояния не происходит. С учетом этого при
построении зависимости контактного давления от натяга (рис. 6) для соединений,
собранных тепловым методом, в управление (6) подставляли значения, полученные
при аппроксимации степенной функцией
диаграммы, растянутой при
. Ввиду того, что коэффициенты линейного
расширения материалов соединяемых деталей одинаковы, при последующем их
остывании изменения напряженного состояния не происходит. С учетом этого при
построении зависимости контактного давления от натяга (рис. 6) для соединений,
собранных тепловым методом, в управление (6) подставляли значения, полученные
при аппроксимации степенной функцией
диаграммы, растянутой при ![]() .
.
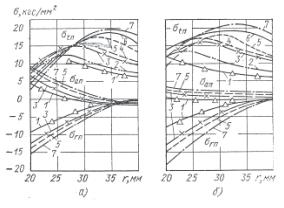
Рис.4. Распределение полных радиальных ![]() , тангенциальных
, тангенциальных ![]() и осевых
и осевых ![]() напряжений по
радиусу
напряжений по
радиусу ![]() втулки в соединениях
при сборке под прессом (а) и при
тепловой сборке (б) с различными натягами
втулки в соединениях
при сборке под прессом (а) и при
тепловой сборке (б) с различными натягами
![]() :
:
1- 0,0011 (а) и
0,0009 (б); 2 – 0,0012 (а и б); 3
– 0,0017 (а и б); 4 – 0,0019(а и б);
5
– 0,0022 (а) и 0,002 (б); 6
– 0,0032 (а и б);
7 –
0,0037 (а) и 0,0038 (б).
Выводы
1. Появление зоны пластической деформации
в охватывающих деталях узла уплотнения «металл–металл» из углеродистых сталей
происходит при напряжениях в зоне контакта уплотнения на 20–30% ниже условного
предела текучести.
2. При расчёте тепловых соединений
металлической уплотнений необходимо учитывать возможное изменение
физико–механических свойств материалов в процессе формирования соединения под
влиянием одновременного воздействия температуры и пластической деформации. Так,
при упругопластическом деформировании деталей уплотнения «металл–металл», выполненных
из сталей, склонных к старению, в частности углеродистых сталей.
3. Значения остаточных напряжений во
втулке уплотнения при тепловой сборки меньше чем при сборки под прессом.
4. Значения контактного давления,
рассчитанные по предложенной зависимости удовлетворительно совпадают с
экспериментальными данными.
Литература
1.
Берникер
Е.И. Посадки с натягом в машиностроение. М. –Л., «Машиностроение», 1966, 167 с.
2.
Махонина
Т.М. Расчет посадок шайб за пределами упругости при степенном упрочнении
материала. – В сб. расчёты на прочность, вып. 6, М., Машгиз, 1960, с. 97–106.
3.
Долинский
В.М., Лыткина Н.К. Определение контактного давления в соединениях при пластических
деформациях охватывающей детали. – В. сб.
Детали машин, вып. 12, Киев, «Техника» , 1971, с.47-50.