Михеенко
Д.Ю., Иванов А.А., Кулик Н.А.
Донбасская государственная машиностроительная академия
Способ производства двуслойных
биметалических листовых композиций
путем совместной прокатки составляющих
Машиностроительная и
приборостроительная промышленность предъявляет все больше требований к
массовому изготовлению прецизионных профилей высокой точности и чистоты
поверхности. Такие профили после прокатки режут на заданные длины и изготавливают
из них готовые детали, которые не требуют механической обработки вовсе или у
которых обрабатываются только отдельные элементы.
В последние годы
получает развитие прокатка листов с односторонним оребрением. Такой метод
позволяет заменить менее производительные процессы механической обработки и
прессования, обеспечивая при этом значительное снижение расхода материала, за
счет снижения потерь на стружку. Кроме того, по сравнению с механической
обработкой прокатка повышает механические свойства за счет ориентированного
распределения волокон по контуру детали. Листы с односторонним оребрением, а
также биметаллические листы могут быть использованы в машиностроении и металлургических
комплексах к которым выдвигаются повышенные требования к точности, качества
соединения, тепловодности и т.д.
Возможен способ
производства биметаллических листов, при котором за счет высокой степени
деформации происходит сварка контактных поверхностей [1]. Данный способ имеет
ограничения к применению по геометрическим размерам прокатываемого пакета, а
также материалу составляющих.
Для устранения существующих
недостатков предложен способ, при котором соединение составляющих
осуществляется за счет механической связи. Механическая связь возникает
благодаря затеканию металла более мягкой составляющей в специальные пазы твердой
составляющей [2] (рис.1).
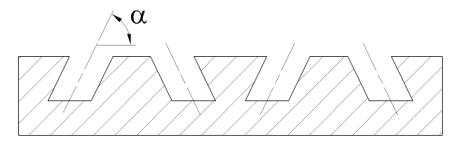
Для повышения качества
соединения пазы выполнены под углом ![]() к плоскости сопряжения
(рис. 2а).
к плоскости сопряжения
(рис. 2а).
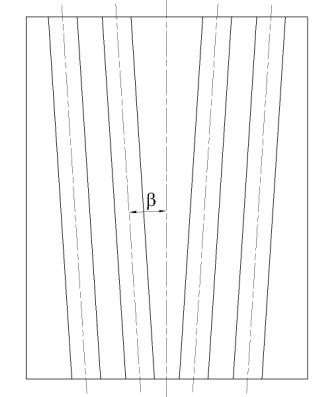
Для обеспечения
возможности демонтажа мягкой составляющей с последующей ее заменой пазы
наклонены к продольной оси симметрии на угол ![]() (рис. 2б). Для удаления мягкой составляющей в таком случае
достаточно выполнить ее продольный разрез и сбить в продольном направлении.
(рис. 2б). Для удаления мягкой составляющей в таком случае
достаточно выполнить ее продольный разрез и сбить в продольном направлении.
Для подтверждения
возможности производства биметаллических листов по предложенному способу на
базе оборудования кафедры «Автоматизированные металлургические машины и
оборудование» Донбасской государственной машиностроительной академии проведены
экспериментальные исследования процесса (Рис. 3, 4)
В своем
исходном, то есть в базовом варианте оборудование данного прокатного стана,
созданное и поставленное АО «Старокраматорский машиностроительный завод»,
предполагало возможность использования в исполнения 260х200 дуо (см.
рис. 3). Конструкция рабочей клети включает в себя нижний 1 и верхний 2 рабочие валки с номинальными
значениями диаметров и длине бочек ![]() и
и ![]() , соответственно. Посредством двухрядных сферических
радиально-упорных подшипников качения шейки каждого из рабочих валков были
зафиксированы в соответствующих подушках 3,
размещенных с возможностью вертикальных перемещений в направляющих окнах узла
литых станин 4 закрытого типа. Через месдозы 5 с кольцевыми упругими элементами и наклеенными на них тензометрическими
датчиками сопротивления подушки 3 верхнего рабочего
валка 2 были сопряжены с нажимными винтами 6 двухскоростного электромеханического нажимного механизма
рабочей клети, предназначенного для установки и регулирования величины предварительного
межвалкового зазора. Привод нажимного механизма осуществлялся от двух электродвигателей 7 постоянного тока П-41
, соответственно. Посредством двухрядных сферических
радиально-упорных подшипников качения шейки каждого из рабочих валков были
зафиксированы в соответствующих подушках 3,
размещенных с возможностью вертикальных перемещений в направляющих окнах узла
литых станин 4 закрытого типа. Через месдозы 5 с кольцевыми упругими элементами и наклеенными на них тензометрическими
датчиками сопротивления подушки 3 верхнего рабочего
валка 2 были сопряжены с нажимными винтами 6 двухскоростного электромеханического нажимного механизма
рабочей клети, предназначенного для установки и регулирования величины предварительного
межвалкового зазора. Привод нажимного механизма осуществлялся от двух электродвигателей 7 постоянного тока П-41
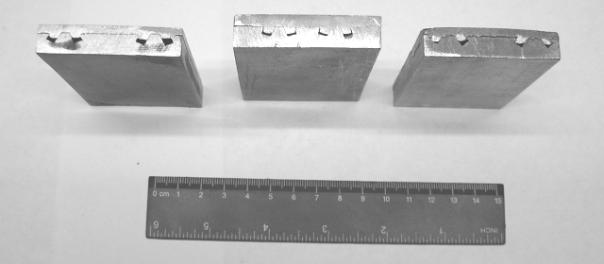
Рис. 1 – Биметаллические листы, полученные посредством прокатки
|
||||||||||
|
а) |
||||||||||
|
|
||||||||||
|
б) |
||||||||||
|
Рис. 2 – Схема расположения пазов в твердой составляющей (подкладке) |
||||||||||
|
||||||||||
|
|
||||||||||
|
Рис. 4 ‑ Прокатка свинцового образца на стальной плите. |
||||||||||


(исполнение В3, ![]() ,
, ![]() ) через двухступенчатый червячный редуктор 8 с общим передаточным отношением
) через двухступенчатый червячный редуктор 8 с общим передаточным отношением ![]() и передачи
винт-гайка, бронзовые гайки 9 которых, имеющие
упорную резьбовую нарезку с шагом
и передачи
винт-гайка, бронзовые гайки 9 которых, имеющие
упорную резьбовую нарезку с шагом ![]() , неподвижно размещены в соответствующих верхних поперечинах
узла станин 4. На промежуточном валу червячного
редуктора 8 нажимного механизма были установлены
сельсин-датчики и дисковые прерыватели электрических сигналов 10, обеспечивающие измерение кинематики вращения данного вала, а
вместе с этим и кинематики перемещения нажимных винтов 6
(см. рис. 3.). В целом,
результаты экспериментальных исследований, выполненных на лабораторном стане 260х200, подтвердили возможность производства биметаллические
листовые композиции с механической связью составляющих.
, неподвижно размещены в соответствующих верхних поперечинах
узла станин 4. На промежуточном валу червячного
редуктора 8 нажимного механизма были установлены
сельсин-датчики и дисковые прерыватели электрических сигналов 10, обеспечивающие измерение кинематики вращения данного вала, а
вместе с этим и кинематики перемещения нажимных винтов 6
(см. рис. 3.). В целом,
результаты экспериментальных исследований, выполненных на лабораторном стане 260х200, подтвердили возможность производства биметаллические
листовые композиции с механической связью составляющих.
ВЫВОДЫ
Предложен способ производства
биметаллических листов путем пакетной прокатки составляющих. Возможность
производства по предложенному способу подтверждена экспериментально
ЛИТЕРАТУРА.
1. Кобелев А.Г. Технология слоистых материалов // А.Г. Кобелев,
И.Н. Потапов, Е.В. Кузнецов – М.: Металлургия. – 1991. – 248 с.
2. Способ производства двухслойных биметаллических листовых
композиции, Патент на полезную модель №21238, по заявке u 2006 07687, МПК В23К
20/04