Технічні
науки / 3. галузеве машинобудування
Гордєєв 0.А.
Хмельницький
національний університет
АНАЛІЗ
ТЕХНОЛОГІЧНИХ ПАРАМЕТРІВ ПРОЦЕСУ ФОРМУВАННЯ МАСТИЛОУТРИМУЮЧИХ ЛУНОК
Значна частина витрат на
обслуговування і ремонт обладнання легкої промисловості, а саме різноманітних
швидкісних швейних машин, пов'язано зі
зношуванням вузлів тертя. У той час при пусках і зупинках має місце найбільший знос. Зменшення
пускового зносу можливе, головним чином, за рахунок поліпшення умов змащування
в пусковий період.
Утримання масляного шару в
з’єднанні пар ковзання на довгий період роботи обладнання є актуальною задачею.
Одним з ефективних і простих
способів підведення мастильного матеріалу в зону фрикційного контакту і його
тривалого утримування там є створення на контактуючих поверхнях спеціального
профілю, що складається із сукупності мікроканавок. Форма і розміри канавок
визначаються технологією їх отримання [1, 2].
Найбільше
розповсюдження отримали методи нанесення мастилоутримувальних профілів за
допомогою вібронакочування. При цьому наноситься система поперечних
синусоїдальних канавок за рахунок обертання заготовки, поздовжньої подачі (в
основному на токарних верстатах) і додаткових коливань інструменту.
На теперішній час
нанесення
мастилоутримувального рельєфу у вигляді лунок на шийку вала пропонується
наносити дискретним гідроструминним способом за допомогою вібраційної машини [3-6].
Метою даної
роботи є проведення аналітичного
аналізу впливу різних технологічних параметрів процесу формування
мастилоутримуючих лунок та кінематичних параметрів приводу.
Розглянувши
потік струменю рідини з кульками, які виходять з сопла –ежектора, відокремимо з
них одну кульку і будемо рахувати, що вона з середньою швидкістю потоку V вдаряється по поверхні виробу. В
основному застосовують кульки від підшипників з матеріалу ШХ15 з високою
твердістю (HRC 62) та вони мають достатньо високу точність та незначну
шорсткість. Тому будемо рахувати кульку у першому наближенні ідеально твердим
шаром.
Кінетична
енергія такої кульки при ударі в тіло визначається за формулою:
 (1)
(1)
Визначимо глибину лунки в залежності від: твердості по
Брінелю, розміру кульки та енергії удару.
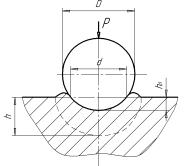
Рис.1.
Схема деформації шару металу виробу
який оброблюється
Глибина
лунки ![]() є висота сегменту, який
створено поверхнею кульки
є висота сегменту, який
створено поверхнею кульки ![]() з діаметром основи
з діаметром основи ![]() . Висота сегменту визначається з геометричної побудови з рис.1 згідно рівняння:
. Висота сегменту визначається з геометричної побудови з рис.1 згідно рівняння:
 .
(2)
.
(2)
Автор
[5] наводить залежність глибини наклепу
від енергії удару кульки діаметром D
та твердості матеріалу виробу HB, яка
визначається за формулою:
(3)
Враховуючі
дослідження [61], в яких отримано відбитки при вдавлюванні сфери D = 10 мм в зразки, виконані з двох
половин з нанесеною мікросіткою на один з торців, визначимо співвідношення між
глибиною наклепу ![]() та величиною діаметра
лунки
та величиною діаметра
лунки ![]() з рис. 2.2 б.
з рис. 2.2 б.
![]() (4)
(4)
|
|
|
|
а |
б |
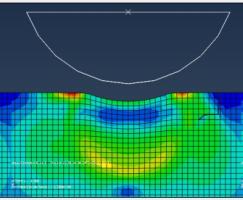
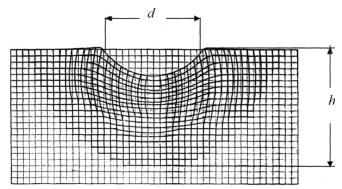
Рис. 2.
Схема деформаційної зони лунки від вдавлювання сфери: а – розподіл напружень визначених за допомогою програми Аbacus; б – деформація елементів мікросітки з
розмірами деформаційної зони d – діаметр лунки;
h –
величина наклепу
Проаналізувавши
залежність (3) з урахуванням формули (4) запропоновано визначати діаметр лунки
згідно залежності:
 . (5)
. (5)
Відповідно глибину лунки запропоновано визначати згідно залежності:
 . (6)
. (6)
Проведемо розрахунки за
залежністю (6) по визначенню впливу швидкості та розмірів кульок на глибину
лунки при постійній твердості матеріалу. Результати представлені у вигляді
графіків рис. 3.
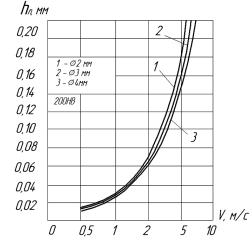
Рис.3. Графіки залежності глибини лунки від швидкості та
розміру кульки: 1 – діаметр кульки 2
мм; 2 – діаметр кульки 3 мм; 3 –
діаметр кульки 4 мм
З отриманого графіка видно, що
найбільший вплив на величину глибини лунки ![]() має швидкість V з якою
вдаряються кульки. Збільшення діаметру кульки веде до незначного зменшення
величини глибини при однакових швидкостях.
має швидкість V з якою
вдаряються кульки. Збільшення діаметру кульки веде до незначного зменшення
величини глибини при однакових швидкостях.
Література
1. Шнейдер
Ю. Г. Эксплуатационные свойства деталей с регулярным микрорельефом / Ю. Г.
Шнейдер. − Л.: Машиностроение, Ленингр. отд-ние, 1982. − 248 с.:
ил.
2. Одинцов
Л. Г. Финишная обработка деталей алмазным выглаживанием
и вибровыглаживанием / Л. Г. Одинцов. − М.: Машиностроение, 1981. − 160 с.
3. Гордєєв О.А. Технологічні методи підвищення довговічності вузлів
ковзання обладнання легкої промисловості /
О.А. Гордєєв., А.К. Кармаліта,
//
Вісник ХНУ. Технічні науки. – 2013. – № 3. – С. 47–52.
4. Пат. на
корисну модель 81625 України, МПК В24C 1/00. Вібраційний пристрій для
нанесення масло утримуючих лунок на шийках валів / М.Є. Скиба, А.К.
Кармаліта, О.А. Гордєєв (Україна);
заявник і патентовласник Хмельницький нац. ун-т.– u 201214215; Заяв. 13.12.2012; Опубл. 10.07.2013,
Бюл. № 13. – 3 с.
5. Петросов
В.В. Гидродробеструйное упрочнение
деталей машин и инструмента / В.В. Петросов. – М.: Машиностроение, 1977. – 166
с.