Технические науки/3. Отраслевое
машиностроение
к.т.н. Трофимов Д.В., к.т.н.
Балакин А.Н., к.т.н. Трофимова О.А.
Саратовский государственный технический
университет им. Гагарина Ю.А.
Ультразвуковое распыление пруткового материала в плазменном потоке для
формирования однородных металлических покрытий
Приведены результаты исследований
плазменного напыления металлических покрытий: путем распыления материала в виде
прутка, с воздействием на него ультразвуковыми колебаниями. Выявлено повышение
однородности частиц, как по своим размерам, так и по форме; это позволяет
прогнозировать повышение качества покрытий в целом.
Плазменное напыление является
одним из современных и эффективных способов получения на поверхности деталей
слоев покрытий различного функционального назначения [1,2]. В настоящее время
применяются две схемы напыления: подачей в струю плазмы порошкового материала,
который формирует покрытие; подачей пруткового материала, который расплавляется
и диспергируется потоком газа на частицы, переносимые к поверхности детали.
Оба метода имеют свои существенные
недостатки [3]. Предлагается другой метод получения покрытий на деталях:
распыление материала прутка в потоке плазмы с одновременным воздействием на данный
пруток ультразвуковыми колебаниями. Это позволит по нашим данным [4,5] получать
в потоке плазмы частицы более одноразмерные и одинаковые по своим свойствам,
чем другими методами.
Частицы, используемые для
плазменного напыления покрытий различными методами, имеют существенное различие
исходного материала по геометрическим характеристикам. Порошкообразные частицы
имеют неправильную форму и поверхность со сложной морфологией. Неправильная
форма частиц может вызвать, из-за неоптимальных аэродинамических характеристик,
отклонения в траектории движения в потоке плазмы, периодическое попадание их в
осевые и периферийные области потока, характеризующиеся различной температурой
и скоростью газа. Поэтому частицы достигают поверхности в различной степени
проплавления и обладая различной скоростью. Кроме этого неправильная форма
является причиной неравномерного проплавления в различном направлении частиц,
что также создает различные условия контакта их с поверхностью. Неправильная
форма исходных частиц приводит и к неправильной форме агломератов, образующих
покрытие, неоднородной его структуре и морфологии. Вследствие этого покрытие
будет формироваться неоднородным по свойствам и структуре.
Частицы, образованные при помощи
распыления ультразвуком первичной капли расплава, имеют явно выраженную форму в
виде сфер. Их поверхность гладкая и блестящая. Такая форма способствует более
равномерной траектории движения частиц в потоке, ориентированной в определенной
зоне потока; то есть изначально
попавшие в осевую зону частицы будут двигаться в ней до поверхности детали,
аналогично и попавшие в периферийную зону. Поэтому можно с большой
достоверностью предсказать свойства частиц, формирующих покрытие. Правильная
сфероидальная форма при соударении с поверхностью вследствие деформации под
действием ударного и напорного давлений приобретет более или менее правильную
форму диска, тарелки или тора. Таким образом, следует ожидать более однородной
структуры покрытия.
Проведенный размерный анализ
частиц позволяет сделать следующие выводы. Средний размер непросеянных частиц
порошкообразного материала составляет 254 мкм. Их разноразмерность
характеризуется следующими параметрами (рис.1). Частицы, имеющие форму близкую
к симметричной, составляют не более 15% от общего числа измеренных частиц.
Частицы с отклонениями формы до 0,1
составляют 20%, а с отклонениями 0,2 – 25%. Остальные частицы имеют
отклонения от симметричности от 25 до 300%, то есть их можно отнести к частицам
неправильной формы.

Средний размер просеянных частиц
составляет 97мкм. Относительно симметричную форму имеют около 20% всех частиц,
40% частиц характеризуются отклонениями от симметричности до 0,3.
Таким образом, с точки зрения
симметричности формы исходные и просеянные порошкообразные частицы практически
не отличаются.
Частицы образованные ультразвуковым
распылением первичной капли при амплитуде колебаний 4 мкм имеют средний размер
45 мкм. Сфероидальные (симметричные) частицы составляют около 20% общего
количества. Частицы с отклонениями от сферичности 0,1 составляют не менее 35%,
с отклонениями до 0,2 – 25%. Остальная часть приходится на частицы с большими
отклонениями. При амплитуде 12 мкм частицы образуются со средним размером 39,4
мкм, сфероидальные частицы составляют 50%.
То есть, при ультразвуковом
распылении материала прутка образуется поток частиц, доля симметричных в
котором, по сравнению с просеянным порошкообразным материалом, выше от 3 до 5
раз в зависимости от амплитуды колебаний. Это может повысить однородность
структуры покрытий.
Распределение размеров частиц от
среднестатистического отклонения характеризуется гистограммами рис.2.
Поскольку порошкообразные и распыленные частицы имеют различные размеры, то оценка разбросов размеров проводилась по относительной дисперсии, равной отношению дисперсии к среднему размеру частиц. Относительная дисперсия размеров составила: для исходного порошка δσ=28,85; для просеянного титана δσ=12,6; для частиц, образованных распылением при А=4 мкм – δσ=9,6; при А=12 мкм – δσ=13,0.

Таким образом, разноразмерность
частиц в потоке, образованном ультразвуковым распылением, практически не
отличается от просеянного титана (при больших амплитудах) или меньше на 24%
(при малых амплитудах). По сравнению с исходным порошком разноразмерность
меньше в 2 – 3 раза.
Была проведена математическая
обработка результатов экспериментов и получены следующие эмпирические модели
для среднего размера частиц ![]() и относительной
дисперсии
и относительной
дисперсии ![]() .
.
То есть,
физическое моделирование позволяет качественно подтвердить теоретические модели
[4,5], согласно которым увеличение амплитуды колебаний прутка приводит к
уменьшению размеров диспергируемых частиц.
Тот факт, что частицы,
образованные диспергированием, имеют определенную разноразмерность, в отличие
от теоретических предпосылок, а также увеличение разброса размеров при
увеличении амплитуды колебаний, может быть объяснено с одной стороны
неравномерным прогревом первичной капли при моделировании, что могло привести к
неодинаковым условиям диспергирования из-за различной вязкости материала. Также
при увеличении амплитуды возрастает интенсивность ультразвука и, как следствие,
вероятность слияния образовавшихся частиц в потоке. Таким образом, в потоке
могут находиться, как единичные частицы, так и частицы, слившиеся из нескольких
первичных. Так и образовывается увеличенный разброс размеров.
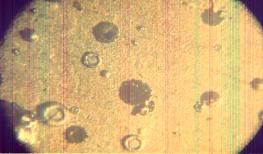
Также проводили исследование
первого слоя покрытия, сформированного потоком частиц, образованным при распылении
пруткового материала. Внешний вид поверхности с нанесенным на нее покрытием
представлен на рис.3 (а, в – отдельные частицы; б, г – покрытие).
б) а)

г) в)
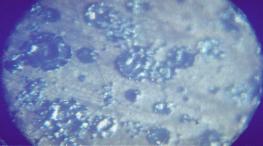
Рис.3 Распыление прутка стали с УЗК: а – L=20 мм, J=110 А; б – L=20 мм, J=280 А;
без УЗК: в – L=20 мм, J=110 А; г – L=20 мм, J=280 А
При распылении стали с ультразвуковым
воздействием, как при больших токах дуги, так и при малых, при малом и большом
расстоянии прутка от плазмотрона образуются агломераты тарелкообразной и
торообразной формы практически правильной в плане (в виде окружности). Заметны
отдельные частицы в виде окружностей на поверхности сплошных "полей"
покрытия. При распылении прутка по обычной схеме на малых токах и больших
расстояниях образуются куполообразные частицы, а на малых токах и малых
расстояниях – частицы неправильной формы с отдельными "языками" и
брызгами. По-видимому, формированию капель ультразвуковым распылением
предшествует интенсивный теплообмен в первичной капле вследствие акустических
потоков и кавитации, в результате чего отделяющиеся частицы являются более
прогретыми, чем при обычном газоструйном распылении, даже при меньших тепловых
потоках, которые имеют место при малых токах дуги и больших расстояниях. При
распылении твердого сплава агломераты имеют вид правильных плоских дисков,
более тонких при больших токах и более толстых – при малых. Это может быть
связано с меньшей степенью проплавления более тугоплавкого материала, что не
обеспечивает условий для тарелкообразного деформирования частиц при ударе о
поверхность или образования выплесков или "языков".
При распылении стальных прутков
на больших токах (J=280-300A) на малом расстоянии от плазмотрона в
агломератах заметны трещины, иногда значительные по размерам, пересекающие всю
поверхность агломерата. Такого явления не наблюдается при ультразвуковом
диспергировании первичной капли. Вероятно, из-за перегрева частиц и
интенсивного их охлаждения на поверхности детали в них возникают значительные
внутренние напряжения, величина которых превышает предел прочности материала
частиц. Последняя может оказаться заниженной вследствие наличия в объеме
агломерата "замурованных" пузырьков газа, который был захвачен
частицей в процессе образования капли и воздействия на нее плазменной
струи. При ультразвуковом распылении,
вследствие возможной кавитационной дегазации первичной капли, количество газа в
ее объеме оказывается незначительным и материал агломерата после застывания
оказывается более прочным.
Установлено, что при обычной
схеме распыления, независимо от вида материала, расстояние от торца плазмотрона
до прутка не является значимым фактором. Увеличение тока дуги в 2,5 раза
приводит к снижению среднего размера частиц на 40-45%. Наибольшее влияние
оказывают свойства распыляемого материала. Так размер частиц твердого сплава
меньше, чем стальных в 2-2,5 раза. Относительная дисперсия при больших токах
дуги в 2,5-2 раза меньше, чем при малых токах. При этом на малых токах значения
относительной дисперсии не зависят от расстояния до прутка, при больших токах –
меньше на 40% при больших расстояниях. При распылении твердого сплава на малых
расстояниях до прутка относительная дисперсия меньше в 1,8 раза, чем на больших.
При ультразвуковом распылении описанные
зависимости изменяются. Так, расстояние от плазмотрона до прутка при больших и
малых токах существенно влияет на размер частиц для всех исследованных
материалов. Увеличение расстояния с 5 до 20 мм при распылении стали приводит к
уменьшению размера частиц в 1,8-1,7 раза. Относительная дисперсия при этом
возрастает от 6% (при малых токах) до 3 раз (при больших токах). Для твердых
сплавов наблюдается напротив снижение относительной дисперсии в 1,4 раза.
Следует отметить весьма важное обстоятельство, заключающееся в уменьшении
относительной дисперсии напыленных агломератов при ультразвуковом
диспергировании от 2 раз, при малых токах, до 15 раз, при больших токах, для
стали и от 1,6 до 4,5 раз при малых токах до 12 раз при больших токах для
твердого сплава.
Тем самым
подтверждается высказанное в [4,5] теоретическое предположение, и показанный
при физическом моделировании факт, формирования более однородного потока частиц
при ультразвуковом диспергировании пруткового материала, расплавляемого струей
плазмы. Значительное (на порядок) снижение дисперсии агломератов
свидетельствует о возможном соответствующем повышении однородности структуры и
морфологии напыляемого покрытия.
Сравнение влияния ультразвука на
средний размер застывших агломератов при распылении металлических и
твердосплавных прутков выявили существенные различия в его характере. Так,
размеры агломератов, полученных при ультразвуковом распылении прутка из Ст.45
превышают твердосплавные агломераты, полученные на аналогичных режимах, не
более чем на 10-12%. При обычной схеме распыления это различие составляет от
2,6 до 2,9 раз. Это может быть связано с большей температурой плавления
твердого сплава, что при тех же режимах электрической дуги, приводит к меньшему
проплавлению и большей динамической вязкости, а также большему поверхностному
натяжению. Что, в свою очередь, препятствует образованию крупных капель
газоструйным распылением. Также это может быть связано со структурными
особенностями твердого сплава, получаемого методами порошковой металлургии.
Более тугоплавкие карбиды не успевают проплавиться и образовать первичную
каплю, а более легкоплавкий кобальт-связующее разрывается скоростным потоком, и
поток формируется из частиц карбидов, имеющих определенные размеры.
Энергии ультразвука достаточно
для дробления как полупроплавленных карбидов (их жидких оболочек), так и
связующего металла.
С другой стороны различие в
размерах агломератов, полученных по обычной схеме распыления и с воздействием
ультразвука, составляет для стали 3,2 раза при больших токах и от 1,6 до 3,6
раз при малых токах в зависимости от расстояния. Для твердого сплава это
различие составляет 1,6 раза при больших токах и 1,4 раза при малых токах
независимо от расстояния. По всей видимости, такой результат объясним также
различным механизмом распыления. При газоструйном распылении определяющим,
помимо скоростных характеристик газового потока, являются физико-механические
свойства материала, а именно: плотность и динамическая вязкость, которые
существенно выше у твердого сплава, чем у стали. Поэтому и размер исходных
микрокапель и застывших агломератов твердого сплава существенно меньше, чем
стальных.
При ультразвуковом распылении
плотность материала влияет на размер капель существенно меньше, а определяющим
фактором является интенсивность ультразвука, зависящая от амплитуды и частоты.
Причем зависимость от амплитуды является квадратичной, что и оказывает ее
определяющее влияние на размер продуктов диспергирования. Поэтому размеры
агломератов, полученных как при распылении стали, так и твердого сплава, –
относительно близки. Отсюда следует важный для практики вывод, заключающийся в
практической независимости размеров агломератов при ультразвуковом распылении
от свойств напыляемого материала. То есть, возможно без перестройки системы
формировать требуемую структуру покрытий из различный материалов.
То есть, на основании вышеизложенного, можно сделать следующие выводы:
При ультразвуковом распылении пруткового материала следует ожидать более
однородной структуры и морфологии покрытия, так как в потоке плазмы образуются частицы
близкие по своим размерам и свойствам. Размеры агломератов при ультразвуковом
распылении практически не зависят от свойств напыляемого материала.
Следовательно, возможно не меняя всю систему, формировать заданную структуру
покрытий из различных материалов.
Литература
1.
Алимов А.П.
Газодинамическое напыление. Состояние и перспективы // Пленки и покрытия – 98:
Сб. статей. Спб., 1998. С.20-25.
2.
Лясников В.Н. Комплексные исследования
функциональных плазменных покрытий, разработка оборудования технологии и
внедрения их в серийное производство ЭВП: Дис… докт. техн. наук. М., 1987.
345с.
3.
Трофимов Д.В., Лясникова
А.В. Моделирование формирования потока частиц ультразвуковым распылением пруткового материала в
потоке плазмы // Современная
электротехнология в промышленности России: Труды Всероссийской
научно-технической конференции (28 октября 2003 года) / ТулГУ. – Тула, 2003. С.
230-238.
4.
Бекренев Н.В., Трофимов Д.В. Управление
дисперсностью потока напыляемых частиц воздействием ультразвукового поля //
Автоматизация и управление в машино- и приборостроении., Межвуз. науч. сборник,
Саратов СГТУ 2003., С.8-12.
5.
Трофимов Д.В. Модель формирования размера
напыляемых частиц воздействием ультразвукового поля в потоке // Автоматизация и
управление в машино- и приборостроении, Межвуз. науч. сб., Саратов: СГТУ. 2003.
С.209-212.