Профессор,
д.т.н. Ковтунов А.И., аспирант Мямин С.В., инженер Цымбал Р.А., студент
Стародубцев А.Д.
Тольяттинской
государственный университет, Тольятти, РФ
Термической обработка
наплавленных сплавов системы железо - алюминий
Наплавленные сплавы на
основе системы железо-алюминий с содержанием алюминия до 30% обладают
повышенной износостойкостью и жаростойкостью и находят практическое применение.
Структура сплава при этом представляет собой пересыщенный раствора алюминия в α-железе с
частичным упорядочением по типу B2 (FeAl) и включениями фазы Fe3AlСх [1]. Свойства
наплавленного металла во многом определяются степенью пересыщения и степенью
упорядочения α-фазы. Для управления структурой и свойствами наплавленного
металла было предложено проводить отжиг выше температуры упорядочения сплавов [2] с целью формирования
однородного раствора алюминия в α-фазе. Последующее регулируемое
охлаждение позволяет получать как стабильный, так и метастабильный
фазовый состав в наплавленном металле.
Исследование влияния тепловых условий
термообработки на структуру и свойства
сплавов системы железо-алюминий проводили на наплавленных валиках с содержанием алюминия до 35% (рис.1).
Наплавку проводили на пластины из стали
20 размером 150х150х12 неплавящимся электродом в среде аргона. Для наплавки
использовали проволоку Св-А5 диаметром 1 мм.
Необходимый химический состав
наплавленного слоя достигается смешиванием переплавленного основного металла и
введенного в сварочную ванну присадочного алюминия. Управляя отношением основного
и присадочного металла можно получать наплавленный слой с различным содержанием
алюминия. Присадочная проволока вводилась в хвостовую часть сварочной ванны,
что обеспечивало стабильное формирование наплавленного валика и уменьшало угар
алюминия [3]. Скорость подачи
присадочной проволоки изменялась в пределах 2,5-8,3 см/с. Наплавку
проводили при силе тока 300А. Скорость
наплавки составляла 0,25см/с.
Отжиг проводили при
температуре 950°С, что выше температур вторичного упорядочения α-фазы.
Время выдержки при этой температуре составляло порядка 20ч. Отожженные образцы с различным содержанием
алюминия охлаждали в воде, в воздухе и вместе с печью со средней скоростью 1000С/час.
Химический состав наплавленного валика
контролировался по его сечению на комплексе сканирующего
электронного микроскопа LEO 1455 VP (ZEISS, Германия)
с блоками рентгеновского энергетического спектрометра INCA Energy-300 и рентгеновского волнового спектрометра INCA Wave-500. Твердость наплавленного
металла измеряли согласно требованиям ГОСТ 9013-59.
Фазовый состав определяли с
использованием дифрактометра ДРОН-УМ.
Износостойкость наплавленных образцов
определяли при изнашивании о закрепленные абразивные частицы. Относительная износостойкость определялась
из выражения:
![]() , (1)
, (1)
где:
∆lэ – линейный износ эталона из
стали 20;
∆lм – линейный износ испытуемого материала.

Рис.1
Наплавленный валик
Проведенные исследования показали, что
химический состав наплавленного металла определяется отношением площадей
проплавленного и наплавленного металла и зависит от скорости подачи присадочной
проволоки при постоянных значениях силы тока и скорости наплавки (рис. 2).
Содержание алюминия по сечению наплавленного валика изменялось в пределах 8-35
масс.%.
Распределение алюминия по сечению
валика - неравномерное. При
повышении скорости подачи присадочной проволоки градиент концентраций алюминия
по сечению увеличивается (рис. 3).
Отжиг и охлаждение с печью образцов с
содержанием алюминия до 8–14% позволило
сформировать структуру, состоящую из матрицы с включениями карбидов типа Fe3AlСх (рис. 4).
Строение матрицы, как и в неотожженных образцах, столбчатое. Отжиг обеспечивает
выравнивание содержания алюминия в матрице по сечению наплавленного металла.
Матрица наплавки представляет собой смесь двух фаз (твердый раствор алюминия в
альфа-железе и плохо упорядоченный интерметаллид, типа FeAl). В отличие от неотожженных образцов включения располагаются в основном по границе зерен.
Включения имеют более значительную протяженность. Их длина может достигать 150
мкм, а в наплавленных слоях не более 20 мкм. Включения выделяются в процессе
охлаждения из твердого раствора, что подтверждается структурой закаленных
образцов.
Рис.2 Зависимость содержания алюминия от
скорости подачи присадочной проволоки при I=300A; Vн=0,25см/с
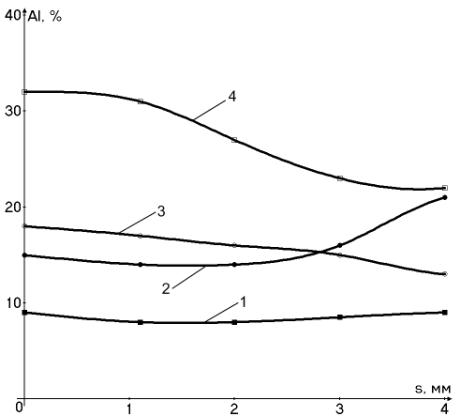
Рис. 3. Распределение алюминия по сечению
шва при наплавке I=300A, Vн=0,25 : Vп/п =2,5 см/с ; Vп/п =4,25 см/с ; Vп/п
=5,95 см/с; Vп/п =7,65 см/с
Увеличенное количество включений в наплавленном металле
подтверждает метастабильное состояние наплавленного металла. При отжиге с
охлаждением вместе с печью содержание включений составляет не более 2%, а в
наплавленном металле при содержании до 14% алюминия доходит до 15%.
При введении алюминия в сталь в сварочной
ванне формируются негомогенные области с повышенным содержанием алюминия, что
предопределяет появления большого количества
включений в результате реакций взаимодействия алюминия и стали. Последующий
отжиг приводит к растворению включений и выделению при охлаждении в
соответствии с квазиравновесными условиями. Свойства металла изменяются
незначительно: твердость составляет около 12 HRC, микротвердость матрицы на уровне 0,4–0,6 ГПа [1].
Относительная износостойкость понижается по сравнению с наплавленным
неотожженным металлом и составляет не более 1–2 (рис.5). Увеличение скорости
охлаждения после отжига (охлаждение в воде и на воздухе) приводит к
значительному уменьшению количества
карбидных включений (рис. 4 (в)).
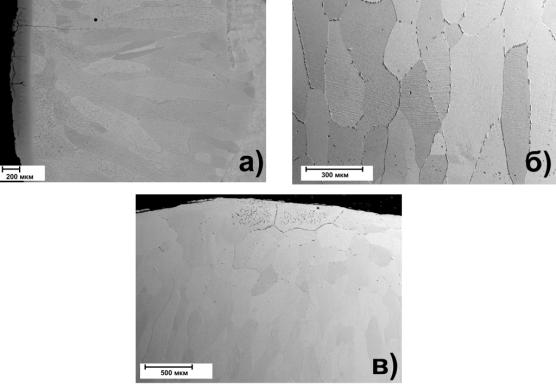
Рис. 4 Структура наплавленного металла с содержанием алюминия 10–14%: а) после
наплавки; б) после отжига при 950°С и охлаждение
вместе с печью; в) после
отжига при 950°С и охлаждение в воде
![]()
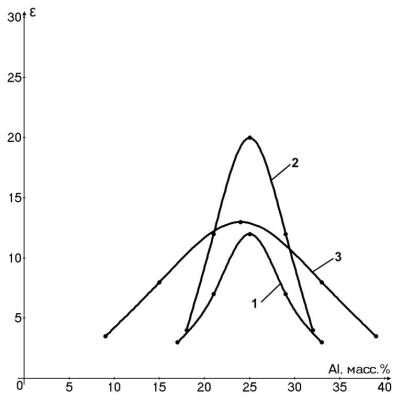
Рис. 5 Зависимость относительной
износостойкости наплавленного металла от содержания алюминия при охлаждении
после отжига: 1 – в воде; 2 – на воздухе; 3 – с печью
При содержании алюминия в количестве
14–20% матрица представляет собой смесь твердого раствора алюминия в
альфа-железе и плохо упорядоченной фазы FeAl. В образцах, охлажденных с печью и на воздухе, увеличивается
количество карбидной фазы. Карбидная фаза по сравнению с матрицей обеднена по
алюминию. При наплавке с увеличением содержания алюминия количество карбидной
фазы уменьшается в связи с увеличением скорости охлаждения сварочной ванны.
После отжига с охлаждением в печи и на воздухе наблюдается обратная
зависимость, т.е. количество карбидной фазы увеличивается. Это обеспечивает
повышение износостойкости наплавленного металла. При охлаждении в воде
карбидная фаза в структуре практически отсутствует, чем и объясняются невысокие
значения относительной износостойкости металла наплавленного валика.
При увеличении содержания алюминия от 20 до 30% количество
карбидной фазы уменьшается. Образцы,
охлажденные в воде и на воздухе, карбидов не содержат. Образцы,
охлажденные с печью, содержат их не более 1-3%. Содержание алюминия в твердом
растворе на основе железа в этих образцах намного больше, чем в предыдущих, что
обеспечивает повышение твердости и износостойкости. Следует отметить, что
максимальной твердостью и износостойкостью обладают образцы, охлажденные на
воздухе, что, вероятно, связано со значительным пересыщением α-Fe алюминием и углеродом. Охлаждение в воде приводит к
появлению микро- и макротрещин и повышенной пористости образцов (рис. 6).
Высокие показатели твердости и износостойкости образцов, охлажденных с печью,
связаны с увеличением степени упорядочения α-Fe с образованием фазы
FeAl.
Увеличение содержания алюминия более 30% приводит к появлению в
структуре включений интерметаллидной фазы
Fe4 Al13
(рис. 7). При этом размеры включений указанной фазы и ее количество
заметно не изменяются при отжиге.
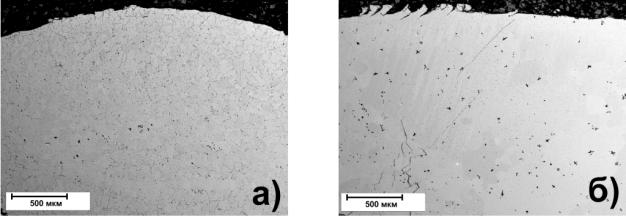
Рис. 6 Структура наплавленного металла,
отожженного при 950°С, содержащего 20–30% Al: а) охлаждение после отжига на воздухе; б) охлаждение
в воде
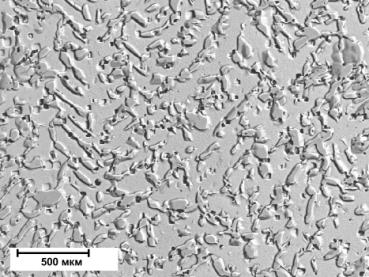
Рис. 7 Структура наплавленного металла
после отжига; содержание Al 34–36%
Вывод:
1.
Аргонодуговая наплавка
алюминия на низкоуглеродистую сталь при
содержании алюминия от 8 до 30 масс.% обеспечивает формирование метастабильной структуры на основе
пересыщенного раствора алюминия в α-железе с частичным упорядочением по
типу B2 (FeAl) и включений фазы Fe3AlСх,
расположенных на границе и в теле зерен.
2. Отжиг наплавленного металла при температурах
выше температур упорядочения α-твердого раствора алюминия в железе с
последующим охлаждением с контролируемыми скоростями позволяет управлять
степенью пересыщения и упорядочения α-твердого раствора алюминия в железе
и изменять механические и эксплуатационные свойства в широких пределах.
Максимальная износостойкость наплавленного металла при содержании алюминия в
пределах 25–30 масс.% после отжига с
охлаждением на воздухе.
Литература:
1. Ковтунов А.И. Исследование эксплуатационных свойств наплавленных
сплавов на основе системы железо-алюминий/ А.И. Ковтунов, Т.В. Чермашенцева//Вопросы
материаловедения.-2012.-№3. с.91-96.
2. Банных, О.А. Диаграммы состояния двойных и многокомпонентных систем
на основе железа: справ. изд. / О.А. Банных, П.Б. Будберг, С.П. Алисова и др. –
М : Металлургия, 1986. – 440 с.
2.
Сидоров, В.П. Исследование процессов наплавки
сплавами на основе алюминия / В.П. Сидоров, А.И. Ковтунов, М.Н. Бородин, Т.В.
Чермашенцева // Сварочное производство. – 2009. – № 1. – С. 15–18.