Технические науки. Обработка материалов в машиностроении
Д.т.н. Иванов
В.В.,1 асп. Пряжникова А.А.,1 к.т.н. Журавлев С.Д.2
1 Тульский
государственный университет, Россия
2 ОАО «Тульский
научно-исследовательский технологический институт», Россия
Режущие свойства СМП из твердого сплава ТС20НТ российского производства
Основу современного инструментального
обеспечения составляют инструменты сборной конструкции, режущая часть которых
оснащается сменными многогранными пластинами (СМП) из твердых сплавов, режущей
керамики и синтетических сверхтвердых материалов. Наиболее представительной
является группа твердосплавных инструментов.
В силу традиций, сложившихся еще в период
плановой экономики, комплектующие элементы для сборных инструментов (СМП,
корпуса) изготавливают различные производители. Ведущая роль в производстве
отечественных твердосплавных СМП в настоящее время принадлежит Кировградскому
заводу твердых сплавов (ОАО «КЗТС»). По своим эксплуатационным показателям
отечественные СМП начинают приближаться к своим зарубежным аналогам [1]. Ниже
приведены результаты экспериментальной проверки режущих свойств еще одной марки
сплава производства ОАО «КЗТС» – ТС20НТ.
Твердый сплав марки ТС20НТ с областью
применения по ИСО Р10-Р25 имеет покрытие типа CVD. Для оценки его режущих свойств в распоряжении была
СМП формы CNMG 120408 со стандартной геометрией передней поверхности,
предназначенной для получистой токарной обработки. В качестве аналога для
сравнения была принята СМП формы CNMG 120408-М3 из твердого сплава ТК2000 с
близкой областью применения по ИСО Р15 (SECO, Швеция). Ранее [1], эта СМП была испытана в
лабораторных условиях при точении заготовок из легированной стали 38Х2МЮА с t=0,5 мм, S=0,17 мм/об
без применения СОТС в сравнении с СМП формы CNMG 120408-М2 из сплава ТС20РТ
(ОАО «КЗТС») с областью применения по ИСО Р20.
Результаты этого сравнения приведены в
таблице. Из нее видно, что сплав ТК2000 имеет более высокие эксплуатационные
показатели, чем сплав ТС20РТ, т.к. практически одна и та же величина износа
задней поверхности была достигнута за большее время при большем пути резания.
Учитывая это, а также малую величину износа задней поверхности (0,17-0,18 мм),
в новой серии экспериментов скорость резания была увеличена, причем для сплава
ТК2000 в большей степени (т.к. его предпочтительная область применения Р15). Так,
по данным [2] для обработки сталей типа 38Х2МЮА рекомендуется скорость резания V=330 м/мин
при S=0,2 мм/об и стойкости Т=15 мин. Полученные новые результаты приведены в той же таблице,
которые можно прокомментировать следующим образом. Испытания с СМП из сплава
ТС20НТ были проведены за 7 проходов на заготовке D=78-72 мм с частотой вращения n=1000 и 1250 об/мин. Геометрия ее передней поверхности
не рекомендуется для работы с принятыми значениями t и S, в
результате чего образуется стружка неудовлетворительной формы. Это также
характерно и для СМП фирмы SECO, что можно
видеть на фотографиях рисунка 1.
|
|
|
|
|
а |
б |
в |



Рис. 1. Форма стружки при работе СМП:
а – CNMG 120408-М3; б – CNMG 120408-М2 на первых 4
проходах;
в – CNMG 120408-М2 на 7 проходе
Таблица
Сравнение режущих свойств СМП производства ОАО «КЗТС»
и SECO
|
Форма СМП / сплав / производитель |
Диаметр заготовки D, мм; частота вращения шпинделя, n об/мин |
Средняя скорость Резания Vср, м/мин |
Путь резания åL, м |
Время работы t, мин |
Износ задней поверхности d, мм |
Примечание |
|
CNMG 120408-M2 TC20PT (P20) КЗТС |
D=71-48 n=1250, 1600 |
264 |
1962 |
7,39 |
0,17 |
Ранее полученные результаты |
|
CNMG 120408-M3 TK2000 (P15) SECO |
D=60-50 n=1250, 1600 |
266 |
2556 |
9,78 |
0,18 |
|
|
D=72-70 n=1250, 1600 |
304 |
1509 |
4,88 |
1,0 |
Новые результаты |
|
|
CNMG 120408-M2 TC20НT (P20) КЗТС |
D=78-72 n=1000, 1250 |
277 |
5198 |
19,23 |
0,25 |
Наблюдение за характером стружки на
протяжении всего времени работы СМП из сплава ТС20НТ показало, что в конце 4-го
прохода путаная стружка начала приобретать форму регулярных спиралей, длина
которых уменьшилась до 20-30 мм к концу работы инструмента. Это вызвано тем,
что на передней поверхности СМП образовалась лунка износа, которая выполняла
роль стружкоформирующей канавки (рис.2).
СМП из сплава TK2000 было сделано всего 3
прохода (D=72-70 мм; n=1250, 1600 об/мин), в результате
которых износ задней поверхности составил 1,0 мм. Из фотографии передней
поверхности видно, что катастрофическому износу предшествовало образование
лунки, часть которой сохранилась на ней.
|
|
|
|
|
|
а |
б |
||




Рис. 2. Износ контактных поверхностей сравниваемых
СМП:
а – SECO; б – ОАО
«КЗТС»
Проведенное тестирование отечественной
марки твердого сплава TC20НT показало достаточно высокую его работоспособность
в условиях данного эксперимента. Однако на практике форма CNMG 120408 должна
применяться в условиях получистового точения. В связи с этим были проведены
дополнительные эксперименты по установлению диапазонов глубины резания и подачи,
соответствующим данным условиям, в которых обеспечивается образование
удовлетворительной формы стружки. В соответствии с рекомендациями [3] за
приемлемую форму принимается стружка в виде колец, а также спиралей, длина
которых не превышает 100 мм.
|
|
«+» – удовлетворительная форма стружки «–» – неудовлетворительная форма стружки «±» – нестабильная форма стружки |
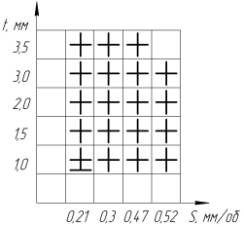
Рис. 3. Диапазоны устойчивого стружкодробления
Проведенными экспериментами при точении
той же стали установлены эти диапазоны, которые графически представлены на рис.
3. Из него видно, что стандартная геометрия передней поверхности данной СМП
обеспечивает стабильное стружкодробление практически во всем диапазоне t-S.
На основании вышеизложенного можно
констатировать, что марка TC20НT, входящая в линейку твердых сплавов ОАО
«КЗТС», вполне сопоставима с ее зарубежными аналогами. Стандартная геометрия
передней поверхности СМП формы CNMG 120408 обеспечивает стабильное дробление
стружки в заданном диапазоне изменения глубины резания t
и подачи S. Все это создает благоприятные предпосылки для
решения актуальной проблемы замещения импорта режущих инструментов при
инструментальном обеспечении отечественных машиностроительных производств.
Литература:
1. Иванов В.В., Пряжникова А.А., Сметанин
А.С. Эксплуатационные показатели современных твердосплавных СМП производства
ОАО «КЗТС» // Молодой ученый. Ежемесячный научный журнал. – №12 (35) / 2011. –
Т.1. – С. 45-48.
2. Каталог SECO 2013. – [Электронный ресурс] – Режим доступа: http:// www.secotools.com/ru.
3. Руководство по металлообработке Sandvik Coromant
(технический справочник). 2013. – [Электронный ресурс] – Режим доступа: http://www.sandvik.coromant.com/.