Технические науки/3. Отраслевое машиностроение
К.т.н.
Петров О.А., к.т.н. Францкевич В.С.
Белорусский
государственный технологический университет, Беларусь
Промышленные испытания гидродинамического
диспергатора в производстве асбестоцементных изделий
На основании проведенных
экспериментальных и теоретических исследований скоростных гидродинамических
диспергаторов была разработана и создана промышленная конструкция аппарата для
распушки волокнистых материалов, сочетающая в себе основные преимущества, выявленные
в ходе проделанной работы (рис. 1) [1].
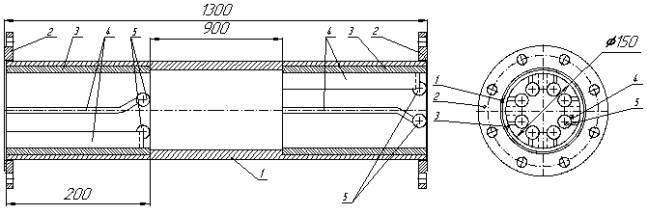
Рис. 1. Схема гидродинамического аппарата.
Аппарат состоит из корпуса 1, представляющего собой участок стандартного трубопровода, который крепится в циркуляционный контур при помощи фланцев 2. В проточках корпуса установлены две суперкавитирующие вставки 3, которые могут свободно выниматься, что значительно облегчает монтажные и ремонтные работы. При монтаже обе вставки плотно фиксируются: первая (по течению суспензии) вставка упирается в буртик корпуса, вторая – в прокладку между фланцами. Каждая вставка представляет собой статический суперкавитирующий аппарат (СК-аппарат) и состоит из цилиндрической части внутри которой симметрично расположены четыре пластины 4 с отогнутыми концами. На концах внутренних кромок отогнутых частей пластин приварены обтекатели 5 в виде сфер, для создания развитого суперкавитационного течения, равномерно распределенного по сечению. Пластины-лопасти закручивают поток, что позволяет интенсифицировать процессы, происходящие в рабочей зоне аппарата. Причем в двух суперкавитаторах пластины отогнуты в противоположные стороны, что создает дополнительную турбулизацию по всему объёму аппарата.
Опытно-промышленные испытания проводились на заводе асбестоцементных изделий ОАО «Красносельскстройматериалы». Это объединение является одним из крупнейших производителей строительных материалов на территории бывшего СССР и самым крупным поставщиком асбестоцементных изделий в республике Беларусь. Большинство, выпускаемых на предприятиях объединения изделий и полуфабрикатов соответствуют европейским стандартам и известны не только в странах СНГ, но и за их пределами.
Распушка асбеста традиционно проводится сухим и мокрым способами. Сухой способ распушки в основном применяют на обогатительных фабриках. В странах СНГ на большинстве предприятий, производящих асбестоцементные изделия, используется мокрый способ. И в том и в другом случае по устоявшейся схеме асбест сначала обрабатывают в энерго- и материалоемких агрегатах – бегунах, с тем различием, что при мокром способе сырьевой асбест предварительно увлажняют. Микротрещины, имеющиеся в его кристаллах, распространяются на всю длину волокна, благодаря чему его поверхность увеличивается, что позволяет разделять материал по длине волокна и удалять из него пыль и галь. Вместе с тем наличие в асбесте гали при обработке (обмятии) в бегунах влечет за собой укорачивание волокон за счет их рассечения ребрами твердых частиц сопутствующей породы. Вследствие этого понижаются армирующие свойства волокон, что негативно влияет на качество готовой продукции. Одновременно с этим, чем больше распушены волокна, тем труднее удалить из массы пыль и галь. Эта трудность может быть преодолена при использовании гидродинамических аппаратов. Снижение времени обработки асбеста в бегунах, доведение его до требуемой степени распушки в аппарате с более “мягкими” условиями, приведет к повышению качества продукта.
На второй стадии распушки асбеста применяются гидромеханические агрегаты, состоящие из турбогидросмесителя, который соединен с циркуляционным контуром гидропушителя, состоящего из пушащей головки в виде конического сопла и отбойной пластины. После бегунов увлажненный асбест по желобу подается в турбогидросмеситель и разбавляется оборотной технологической водой. Концентрация асбестовой суспензии колеблется от трех до пяти процентов. Затем включается привод смесителя и насоса, нагнетающего суспензию в циркуляционный трубопровод.
Требуемая степень распушки асбеста после бегунов 25÷40 % достигается за 10÷15 мин. Окончательную степень распушки после гидропушителя 80÷95 % перед подачей в ковшовую мешалку материал имеет через 10÷15 мин. циркуляции. При интенсификации данных процессов с использованием исследуемых гидродинамических диспергаторов есть возможность снизить общее время обработки при достижении требуемой степени распушки асбеста. Снизив время распушки материала в бегунах, можно минимизировать негативные последствия такой обработки, а также значительно уменьшить энергозатраты, причем надо учитывать, что на каждой производственной линии работает два таких агрегата.
Разработанный аппарат был вмонтирован в горизонтальный участок трубопровода внешнего циркуляционного контура гидропушителя. При опытно-промышленных испытаниях, технологами шиферного цеха завода отбирались по четыре пробы при существующей технологии и при замене сопла пушащей головки гидропушителя разработанным аппаратом. Затем пробы подвергались анализу по стандартным методикам. Для большей точности экспериментов линия производства шифера была остановлена, и вместо оборотной технологической воды, содержащей побочные примеси (цемент, галь), шлангами в емкость турбогидросмесителя подавалась водопроводная вода.
В результате технологического анализа установлено, что через 10 минут циркуляции по стандартной технологии степень распушки асбеста А была равна 94 %, при степени распушки материала, поступившего в турбогидросмеситель после бегунов А0=39 %. После замены сопла пушащей головки гидродинамическим аппаратом степень распушки достигла той же величины за меньший промежуток времени при начальной степени распушки (после бегунов) А0=27 %. Таким образом, при использовании разработанного гидродинамического аппарата удалось достичь прирост в степени распушки 12 %, что дает возможность уменьшить время обработки в бегунах, значительно снижая энергозатраты с интенсификацией процесса диспергирования. При испытаниях готовой продукции оказывается, что повышение качества распушки асбеста при его обработке в скоростном гидродинамическом аппарате приводит к значительному улучшению армирующих свойств асбестовых волокон, созданию более равномерной структуры и повышению физико-механических свойств асбестоцементных изделий.
По результатам опытно-промышленных испытаний разработанный гидродинамический аппарат был внедрен в шиферном цехе ОАО «Красносельскстройматериалы». На трех технологических линиях производства волнистых асбестоцементных листов было установлено еще шесть конструкций таких аппаратов. В перспективе на всех технологических установках по распушке асбеста планировалось заменить существующие пушащие головки на разработанные нами гидродинамические аппараты со статическими пластинчатыми кавитаторами.
Литература:
1. Петров О. А.,
Вайтехович П. Е. Исследование и моделирование гидродинамических кавитаторов
// Химическая промышленность сегодня. –2003. – № 12 – С. 52–56.