Сергей Николаевич Ларин
Ульяновский государственный
технический университет
Комплекс
программных средств для автоматизированного управления потоками технологических
работ
Для
приборостроительного производства, продукция которого предназначена для
включения в автоматизированные системы (АС), характерна параллельная работа над
несколькими изделиями, находящимися на разных стадиях жизненного цикла:
проектирование, конструирование, макетирование, разработка технологии, создание
опытного образца или опытной партии или даже мелкой серии [1]. Кроме того,
параллельность работ обычно дополняется необходимостью учета временных ресурсов
на выполнение того или иного этапа жизненного цикла как в целом, так и
детерменированно на каждый отдельный подэтап. Также стоит отметить, что на
сегодняшний день модель профессиональной зрелости CMM становится перспективной для ее внедрения в
производство, особенно она ориентирована на тех производителей, которые ставят
во главу угла принцип непрекращающегося профессионального совершенствования
профессиональных процессов.
Отмеченная
специфика опытного производства указывает на необходимость адаптации модели CMM для автоматизированного управления потоками
технологических работ.
В
статье предлагается средство для визуального представления управления потоками
технологических работ на базе различных уровней зрелости организации, в основу
построения и использования которого положены эволюционные нормативные уровни:
«повторяемый» (repeatable, уровень 2),
«определенный» (defined, уровень 3), «управляемый
(managed, уровень 4) и «оптимизированный» (optimized, уровень 5).
Разработка нацелена на введение в процесс
проектирования средства, обслуживающего
интеллектуальные действия в группе технологов [2]. Средство осуществляет назначение первоначальных
технологических задач, формируя из них в последующем диаграмму Ганта, а также
позволяет ее сохранять в отдельном файле или же распечатать, сами же вводимые
данные (ресурсы на задачи, перечень самих задач) сохраняются в базе данных.
Комплекс работ, посредством которых осуществляется конструкторско-технологическая подготовка производства (КТПП), должен представлять собой связную совокупность конструкторских и технологических бизнес-процессов, каждый из которых имеет определенное функциональное назначение и место в этой совокупности. Однако в реальной практике организация подготовки производства не согласуется с этим требованием. Существующий порядок подготовки производства строится без учета рациональных конструкторско-технологических взаимосвязей и конкретных организационно-технических условий данного типа производства.[3]
Проблема состоит в том, что, принимая оперативные технологические решения и специфицируя технологические действия, необходимо учитывать оценки стоимости конструктивных решений, к которым можно отнести и временные ресурсы, такие как время начала выполнения каких-либо технологических и сроки их выполнения.
Конструкторские и технологические составляющие общей работы должны продвигать друг друга к общему согласованному решению. К объединению совокупностей конструкторских и технологических работ целесообразно подходить с позиции потоков работ [3], которые рациональным образом смешиваются. Заметим, что (в наиболее общем плане) под потоком работ понимается автоматизация бизнес-процессов (полная или частичная, как правило, в рамках организационной структуры, описывающей функциональные роли и отношения), при которой документы, информация, задания передаются для выполнения необходимых действий от одного участника к другому в соответствии с набором процедурных правил.
Разные варианты процессов изготовления одних и тех же изделий вследствие различий в структуре имеют различные выходные показатели: производительность, себестоимость, временные рамки, загрузку оборудования и другое. Наличие нескольких вариантов решения задачи (вариантов ТП) естественным путем приводит к задаче выбора наилучшего варианта. В данном случае таковым будет вариант ТП, обеспечивающий выполнение в конкретных производственных условиях все требования конструкторской документации и дающий наилучшее значение выходных показателей.
По мнению автора в автоматизации процессов КТПП, а значит и в разработках программных средств сопровождения КТПП, с формированием и решением системы иерархических задач рационально связать потоки работ конструкторско-технологической подготовки производства.
В разработках автоматизированных систем (АС),
ориентированных на использование критериев и факторов успешности, необходим конструктивный учёт конструкторско-технологической деятельности
(рис. 1), обеспечивающей создание аппаратных составляющих АС, согласованных с
соответствующим программным обеспечением.
![]() , где
, где
![]() - конструкторско-технологическая деятельность
- конструкторско-технологическая деятельность
![]() - деятельность по созданию программного обеспечения
- деятельность по созданию программного обеспечения
![]() - множество связей КТР и программного обеспечения (ПО).
- множество связей КТР и программного обеспечения (ПО).
Поскольку этот принцип наиболее последовательно и
детально раскрыт и специфицирован в стандарте CMMI Dev.1.3,
принято решение использовать этот стандарт как источник заимствований для
построения аналога конструкторско-технологической деятельности (для построения
модели CMM-КТР) [2,3,5].
В построениях, проверках и внедрении модели CMM-КТР должно учитываться и совершенствование процессов разработок
программного обеспечения АС
![]() , где
, где
![]() - неопределенный уровень зрелости;
- неопределенный уровень зрелости;
![]() - «повторяемый» (repeatable, уровень 2) уровень
зрелости;
- «повторяемый» (repeatable, уровень 2) уровень
зрелости;
![]() - «определённый» (defined, уровень 3) уровень
зрелости;
- «определённый» (defined, уровень 3) уровень
зрелости;
![]() - «управляемый (managed уровень 4) уровень
зрелости;
- «управляемый (managed уровень 4) уровень
зрелости;
![]() - «оптимизированный» (optimized, уровень 5) уровень
зрелости.
- «оптимизированный» (optimized, уровень 5) уровень
зрелости.
В ходе работ была
разработана специализированная версия вопросно-ответной среды предназначенная
для разработки и управления процессами технологической подготовки производства.
В качестве базы была использована и адаптирована вопросно-ответная среда
концептуального проектирования автоматизированных систем NetWIQA [3].
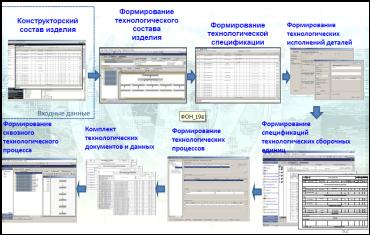
Рис. 1. Управление разработкой
технологических процессов по шаблону «подзадачи»
Управление разработкой
технологических процессов в вопросно-ответной среде предполагает назначение
сформированных по шаблону подзадач ответственным пользователям и/или рабочим
группам. В результате декомпозиции процесс проектирования технологической
документации сводится к решению задач различной степени детализации на
взаимосвязанных уровнях: от формирования состава и структуры маршрута обработки
до разработки управляющих программ и расчета режимов резания для обработки
отдельных поверхностей. Процесс формирования технологического процесса в общем
случае – совокупность процедур структурного и параметрического синтеза с
последующим анализом проектных решений.
Специализированная
версия вопросно-ответной среды TechWIQA созданная с целью автоматизации
управления потоками технологических работ повышает эффективность управления
технологической подготовкой производства на предприятии за счет итеративного
принципа проработки конструкторско-технологической документации, основанной на базовых принципах модели CMMI.
Список литературы
1. Норенков А.П.,
Маничев В.Б. Основы теории и проектирования САПР. М.: Высшая школа, 1990.
2.
С.Н. Ларин, В.А. Маклаев, П.И. Соснин. Методогический безис
конструкторско-технологических решений с позиций зрелости производственных
процессов/Автоматизация процессов управления. Вып. 4 (26) – Ульяновск., 2011 –
С. 55 – 65.
3.
А.Н. Карпушин, С.Н. Ларин, П.И. Соснин. Комплекс средств аспектно
-ориентированного проектирования систем
потоков работ
конструкторско-технологической подготовки опытного приборостроительного
производства.
4.
ГОСТ 3.1119-83. ЕСТД. Общие требования к комплектности и оформлению комплектов
документов на единичные технологические процессы. М.: Издательство стандартов,
1985.
5.
ГОСТ 3.1118-82. ЕСТД. Формы и правила оформления маршрутных карт. М.: Издательство стандартов, 1987.