Технические науки/8. Обработка
материалов в машиностроении
К.т.н. Реченко Д.С., Выборов С.С., Полынский А.А.,
Леонтьева Е.В., Матвеева М.Г.
Омский государственный технический университет, Россия
Исследование изнашивания твердосплавных пластин при
обработке жаропрочного сплава ХН77ТЮР
Износ твердосплавных пластин при обработке любых материалов это нормальный и неизбежный процесс, но возникновение какого-либо доминирующего вида износа является индикатором, требующим изменения условий обработки (режимов резания, геометрических параметров режущего инструмента, качества затачивания лезвия и т.д.) для обеспечения более равномерного и комбинированного вида износа. При обработке жаропрочных и титановых сплавов износ приобретает катастрофический характер при значительно меньших величинах, чем это бывает при резании конструкционных материалов, что объясняется повышенными удельными давлениями и температурами [1].
При уменьшении подачи и глубины резания, у исследованных пластин, уменьшался радиус округления лезвия и увеличивался передний угол, износ также изменялся. Радиус округления лезвия достигал определенной величины и существенно не изменялся. При дальнейшем износе начинается увеличение площадки износа по задней поверхности, и появляются сколы на лезвии.
Сколы можно относить как к износу кромки, так и к разрушению лезвия. Если сколы существенно не меняют геометрию режущей части, то это можно считать разновидностью износа. Причиной этих микро сколов можно считать воздействие твердых включений на переднюю грань, заднюю грань или отрыв частиц твердого сплава с передней поверхности или кромки пластины.
На рисунке 1 представлен износ задней поверхностей стандартной пластины после обработки стали ХН77ТЮР с режимами V=30 м/мин, t=0,05 мм, S=0,1 мм/об.
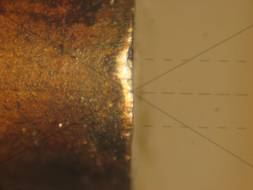
Рис. 1. Изношенная твердосплавная пластина
Обнаружить эти деформации не всегда возможно, так как они сочетаются с повышенным износом по задней поверхности, и деформированная часть лезвия истирается вследствие существенного разупрочнения твердого сплава при высоких температурах. Учитывать это явление необходимо, потому что использование на этих операциях поверхностных методов упрочнения, оказывают меньшее влияние по сравнению с объемными методами упрочнения и оптимизацией геометрии режущей части.
Интерес
представляет исследование зависимости характера износа и стойкости
твердосплавных пластин с высококачественным лезвием при токарной обработке
жаропрочного сплава ХН77ТЮР. Результаты промышленных испытаний твердосплавных
пластин формы CNMG 120408 для производственных испытаний представлены
в таблице 1.
Анализ
результатов испытаний показывает, что качество затачивания пластины влияет на
качество обработки и стойкость инструмента, и определяет его ресурс.
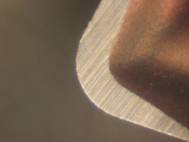
Таблица
1
|
№ |
Радиус
округления лезвия ρ, мкм
(качество затачивания) |
Отклонение
от округлости ∆окр,
мкм |
Отклонение
от цилиндричности ∆цил,
мкм |
Фотография лезвия твердосплавной пластины |
|
1 |
15-25 |
20-30 |
22-31 |
|
|
2 |
1-2 |
5-7 |
4-5 |
|

Исследования износа твердосплавных пластин после обработки дисков лопаток турбин показали, что отрицательная фаска, при нормальной стойкости, практически не имеет износа по передней поверхности. Начальная поверхность на отрицательной фаске остается без изменений до стадии катастрофического износа, связанного с выкрашиваниями и смятием лезвия. По задней поверхности происходит нормальный износ с нормальным распределением, носящий явный абразивный характер. Исследование этого явления так же представляет интерес, т.к. существование защитной зоны на вершине кромки и определение основных закономерностей ее поведения – это существенный резерв повышения стойкости инструмента при обработке стали и других вязких материалов. Проведенные исследования применения различных фасок позволили построить графики зависимости оптимальных параметров фаски (Рис. 2).

Рис.
2. График зависимости отжима и износа от угла фаски и ее величины
Из графика видно, что
наиболее оптимальной величиной угла фаски является значение γf=
-5º, но для наиболее надежной работы твердосплавных пластин при обработке жаропрочного сплава
ХН77ТЮР необходимо применять фаску со значением γf = -5…-10º на высококачественном лезвии
инструмента.
Литература:
1. Захаров, М.В. Жаропрочные сплавы / М.В. Захаров, А.М. Захаров; -
«Изд-во «Металлургия», - 1972. – с. 384.