Технические
науки / 9. Обработка материалов в
машиностроении
К.т.н.
Тарасов А.С., к.т.н. Кимстач А.В.
Национальный минерально-сырьевой университет «Горный» ,
Россия, Санкт-Петербург
Влияние
ультразвуковой обработки на остаточные напряжения в сварных соединениях
Проблема снижения остаточных напряжений,
неизбежно возникающих в сварных соединениях при любых, практически, способах
сварки, может быть решена различными видами последующей обработки. С этой целью
используются [1] отжиг всей конструкции
либо локальный нагрев, прокатка роликами, дробеструйная обработка,
низкочастотная вибрационная обработка.
В настоящей работе предпринята попытка
введения энергии ультразвуковых колебаний
в сварной шов и зону термического влияния при непосредственном контакте
рабочего инструмента с металлом.
Эксперименты проводились на образцах
сталей 09Г2С и 10ХСНД.
Пластины размером 300х200х10 мм.
сваривали попарно встык (сварное
соединение С7) за два прохода автоматической сваркой под флюсом сварочной проволокой Св08А по режиму:
сварочный ток - 250 А, напряжение – 34
В, скорость сварки – 35 м/час.
Валик усиления после сварки удаляли фрезерованием.
Измерения
продольных (относительно оси шва) остаточных напряжений σх
осуществлялись двумя методами: неразрушающим методом рентгеновской тензометрии
по смещению дифракционных максимумов [3] и
разрушающим - посредством выполнения продольных разрезов с
использованием деформометра конструкции МВТУ им. Баумана [4].
Первый метод позволяет оценить характер
распределения остаточных напряжений в тонком поверхностном слое, находившемся в непосредственном контакте с
рабочим инструментом-индентором. Второй, разрушающий метод дает интегральную
оценку напряжений по всему сечению сварного соединения.
Распределение напряжений анализировалось
непосредственно после сварки и после ультразвуковой обработки.
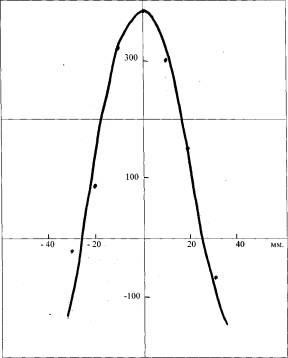
На рис. 1 представлено распределение
остаточных напряжений σх, в поверхностном слое сварных образцов
стали 09Г2С, измеренных рентгеновским методом.
σх,МПа
σх,МПа
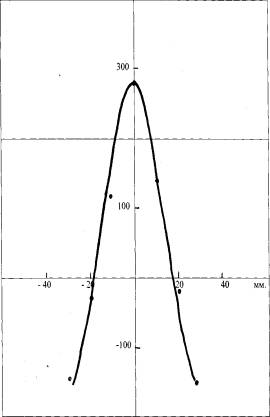
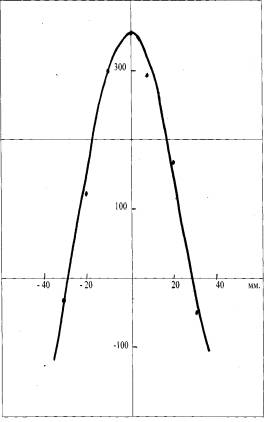
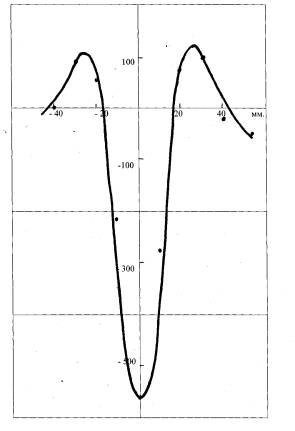
Рис.1 Рис.2
Измерение деформометром
средних по высоте сварного соединения напряжений выявило подобное распределение
(рис. 2), отличающееся большими значениями в максимуме (порядка 350 МПа) и
менее острым распределением по ширине сварного соединения.
С учетом выявленной картины распределения
продольных остаточных напряжений непосредственно после сварки ультразвуковой обработке была подвергнута полоса
щириной 40 мм. ( по 20 мм. влево и вправо
от оси сварного шва). Усилие прижатия инструмента составляло 50 Н, скорость перемещения
стола – 20 м/час, шаг поперечной подачи
– 2 мм..
После обработки распределение остаточных
напряжений в поверхностном слое (измеренное рентгеновским методом) оказывается
принципиально иным (рис. 3): в полосе ± 15-18 мм. от центра шва растягивающие
напряжения сменяются значительными ( до - 400 МПа в центре шва) сжимающими
напряжениями.
σх,МПа σх,МПа
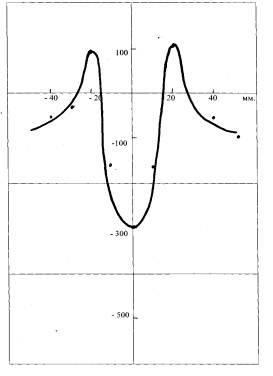

Рис. 3 Рис. 4