Д.т.н. Дьяконов А.А., к.т.н.
Шмидт И.В., Навалихин М.С.
ФГБОУ ВПО «ЮУрГУ» (НИУ),
г. Челябинск, Россия
Микрорезание конструкционных полимерных
нанокомпозитов
В современном машиностроении все большее
применение находят полимерно-композитные материалы, в частности, конструкционных
композитных полимерных нанокомпозитов (далее металлополимеры). Основное применение металлополимеров
пока – ремонт поверхностей деталей машин и конструкций. Металлополимеры
выступают в качестве ремонтного покрытия изношенной поверхности. Ремонтируемые
детали могут быть различными: валы, посадочные шейки вала под подшипники,
посадочные места под подшипники в корпусах, крышки, корпуса редукторов и т. д.
[1]. Анализ ремонтных металлополимерных технологий, проведенный по
специализированным ремонтным организациям Уральского региона и Москвы, показал,
что в 75% случаев в качестве финишной обработки металлополимерного покрытия
применяется шлифование [2].
Вопросы шлифования покрытий из металлополимеров
пока изучены мало. Рекомендации по режимам обработки этих покрытий вообще
отсутствуют. Для разработки таких рекомендаций необходимо выявить основные
закономерности процессов шлифования металлополимеров – влияние характеристики
круга и режимных параметров на показатели микропрофиля обработанной поверхности,
формирование точности обработки, обеспечение бездефектности обработки и т. д.
Основу всех указанных процессов составляет механика снятия припуска, т. е.
резания металлополимера.
Металлополимеры относятся к классу дисперсных
материалов – в полимерной матрице случайным образом (с равномерным
распределением) размещены частицы наполнителя из металла или его карбидов.
Поэтому можно предполагать, что механика стружкообразования при резании этих
материалов будет отличаться от случая обработки металлов.
Поскольку исследований стружкообразования при
резании металлополимеров в литературе обнаружить не удалось, на начальном этапе
поставлена задача качественного анализа механики резания этих новых материалов.
Современная трактовка процессов шлифования с позиций
теории резания – это множественное стохастическое микрорезание абразивными
зернами [3]. Поэтому для исследования особенностей механики резания
металлополимеров применительно к условиям шлифования проведен эксперимент по
микрорезанию металлополимеров единичным абразивным зерном при скорости резания
35 м/с.
Качественную оценку особенностей механики микрорезания металлополимеров
проводили путем сравнения рисок микрорезания металлов и покрытий из ремонтных
металлополимеров. Для испытаний были выбраны марки металлополимеров –
«Лео-Сталь» и «Chester Super Metal BR», и эталонный металл –
сталь 45 (HRC 42…45).
В качестве испытуемого
металлического образца взяты пластинки, изготовленные из материала сталь 45,
которые в ходе эксперимента базируются в маятник. Образец с покрытием из
металлополимерного материала представляет собой металлическую пластину с нанесенным
покрытием.
Эксперименты проводились на специальном стенде
микрорезания. В качестве режущего материала применялись зерна кубического
нитрида бора. Установлены следующие режимы резания: скорость шлифовального
круга Vкруга=35 м/с, температура образца T=20º, глубина резания
t=5 мкм.
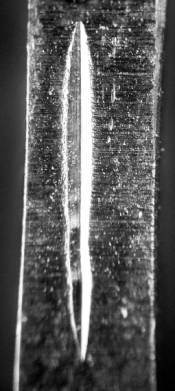
На рис. 1 приведены фотографии эталонных рисок
(микрорезов) – на стали 45 при увеличениях х12,5; х25 и х82.
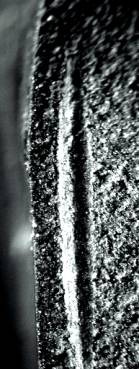
На рис. 2 и 3 приведены фотоснимки рисок на
металлополимерах «Лео-Сталь» и «Chester-molecular Super Metal
BR» при тех же увеличениях х12,5; х25 и х82.



а) б) в)
Рис. 1. Фотографии рисок на стали 45:
а) при увеличении х12,5; б) при увеличении х25; в) при
увеличении х82


а) б) в)
Рис. 2. Фотографии рисок на металлополимере «CHESTER
Super Metal BR»:
а) при увеличении х12,5; б) при увеличении х25; в) при
увеличении х82
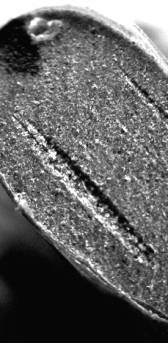
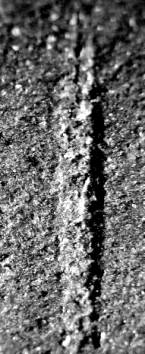

а) б) в)
Рис. 3. Фотографии рисок на металлополимере «Лео-Сталь»:
а) при увеличении х12,5; б) при увеличении х25; в) при
увеличении х82
Процесс резания металлов по существу является
процессом пластической деформации срезаемого слоя. Можно наблюдать характерные
особенности резания металла: пластические деформации металла по краям риски –
навалы; четкая форма риски (см. рис. 1).
Размеры частиц металлического наполнителя у
металлополимера «Chester Super
Metal BR» составляют порядка 5
мкм. Относительно размеров зоны деформации этот материал можно считать малодисперсным.
Как видно, при малой дисперсности у металлополимеров также можно наблюдать
небольшие навалы полимера по краям риски (см. рис. 2).
При увеличении дисперсности металлополимеров
практически отсутствует пластическое резание (см. рис. 3). Металлополимер
«Лео-Сталь» имеет размеры металлических включений порядка 200 мкм, т. е. его
дисперсность существенна относительно размеров зоны резания. При попадании
зерна в твердое включение металлополимера возможно налипание на зерно частиц
включения, в результате чего будет резать включение (см. рис. 3).
Таким образом, из анализа полученных результатов
можно сделать вывод, что механизм микрорезания металлополимеров имеет иной
характер, чем у металлов. Чем сильнее выражена дисперсность металлополимера,
тем значимее различия в механизме микрорезания металлополимера и металла.
Следовательно, классическая теория резания для металлополимеров не применима,
требуется разработка новых моделей, учитывающих дисперсную структуру этих материалов.
Работа выполнена при финансовой поддержке Гранта
Президента РФ
№ МК-873.2014.8
Литература:
1. Кошин, А.А. Применение полимерно-композитных
материалов для ремонта механического и энергетического оборудования на
предприятиях Южного Урала / А.А. Кошин, Г.И. Буторин // Прогрессивные технологии
в машиностроении: сб. науч. тр. – Челябинск: Изд-во ЮУрГУ, 2008. – С. 3–11.
2. Пашнев В.А. Повышение
эффективности шлифования трехслойных металл-композитных систем: дис. … канд.
техн. наук / В.А. Пашнев. – Челябинск: Изд-во ЮУрГУ, 2005. – 209 с.
3. Корчак, С.Н.
Производительность процесса шлифования стальных деталей / С.Н. Корчак. – М.:
Машиностроение, 1974. – 280 с.