Химия и химические технологии / 5.
к.т.н. Родионов И.В.
Саратовский государственный технический
университет
Особенности технологии электрохимического оксидирования чрескостных
титановых остеофиксаторов
Электрохимическое оксидирование металлов является широко распространенным и эффективным методом получения износостойких, коррозионностойких, диэлектрических, декоративных и др. функциональных покрытий с важнейшими эксплуатационными характеристиками. Электрохимические анодно-оксидные покрытия значительно увеличивают срок службы изделий в условиях трения, химической и электрохимической коррозии, воздействия высоких температур, механических нагрузок.
В последние годы развиваются исследования по созданию электрохимических оксидных покрытий на изделиях имплантационного назначения, а именно, на чрескостных титановых имплантатах-остеофиксаторах, входящих в состав аппаратов остеосинтеза и используемых для наружной фиксации костных отломков. При определенных технологических условиях могут формироваться такие анодно-оксидные покрытия остеофиксаторов, которые обладают высокой биомеханической совместимостью и способностью адаптации к различным тканям и средам организма [1, 2]. Кроме того, данные покрытия обеспечивают интеграционное взаимодействие поверхности остеофиксаторов с окружающей костной тканью и существенно повышают прочность их закрепления в кости. Необходимые биоинтеграционные качества анодно-оксидных могут создаваться оксидированием титановых остеофиксаторов в сернокислых электролитах. При этом получаемые биопокрытия характеризуются высокими показателями шероховатости и морфологической гетерогенности поверхности, требуемой толщиной и коррозионной стойкостью, определенными механическими свойствами, а также благоприятным фазовым составом, включающем биоинертные титанооксидные соединения [3].
Экспериментальные исследования анодного формирования функциональных
оксидных биопокрытий на чрескостных остеофиксаторах из титанового сплава ВТ16
показали, что использование сернокислых электролитов и применение установленных
параметров режима электролиза обеспечивают получение покрытий с качествами
биосовместимости и способностью эффективной интеграции с костными структурами.
Особенности анодирования титановых остеофиксаторов
Перед электрохимическим оксидированием стержневые титановые остеофиксаторы должны подвергаться пескоструйной обработке и ультразвуковому обезжириванию для создания исходного выраженного микрорельефа поверхности и ее очистки от имеющихся жировых загрязнений. Исходная шероховатая поверхность фиксаторов способствует получению адгезионно-прочного и морфологически гетерогенного оксидного покрытия, очищенная от жиров – обеспечивает лучшую смачиваемость электролитом и минимизирует протекание воспалительных процессов в биотканях при функционировании оксидированных остеофиксаторов.
Анодирование титановых фиксаторов может
осуществляться в сернокислых электролитах, концентрацией 200 г/л Н2SO4 и 200 г/л Н2SO4 с добавкой 50 г/л CuSO4 · 5 Н2О.
Добавлением в сернокислый электролит сульфата CuSO4 создается повышение
скорости роста толщины оксидного покрытия за счет активирующего действия ионов Cu на
титановый анод. Оксидирование целесообразно проводить при значениях анодной
плотности тока 0,5-3,0 А/дм2, температуре электролита 40-500С
и продолжительности процесса 20-50 мин.
Анодирование пескоструйно-обработанных и обезжиренных титановых
остеофиксаторов в указанных сернокислых электролитах при заданных значениях
режима электролиза обеспечивает создание покрытий с однородным фазовым
составом, необходимыми поверхностно-структурными характеристиками и
коррозионной стойкостью. Получаемые покрытия состоят, в основном, из
нестехиометрического диоксида TiO2 с присутствием небольшого
количества других оксидных фаз – TiO, Ti2O3, CuО. Шероховатость и морфологическая
гетерогенность оксидированной поверхности имплантатов-фиксаторов находятся на
высоком уровне и соответствуют показателям параметров микронеровностей – Rа=1,1-1,35 мкм, Rmax=5,50-6,20 мкм, Sm=10,0-14,0 мкм, размеру открытых пор – 12-20 мкм, суммарной открытой
пористости П – 18-35%. Толщина h и микротвердость Нкв
имеют значения 15-50 мкм и 9-10 ГПа, соответственно. Высокий уровень
коррозионной стойкости анодированных остеофиксаторов характеризуется довольно
положительной величиной коррозионного потенциала Ес (н.х.с.э)
покрытия в физрастворе, равной 0,15-0,18 В. Адгезия покрытий σадг
находится в пределах 25-29 МПа и обусловливает высокопрочную взаимосвязь
поверхностных оксидов с основным металлом (табл. 1).
Таблица 1
Способы электрохимического оксидирования титановых
(ВТ16)
остеофиксаторов и функциональные характеристики
анодно-оксидных
биопокрытий
|
Способ оксидирования |
Электролит, г/л |
Режим электролиза |
Характеристики покрытий |
||||||||||
|
i,
А/дм2 |
t,
0С |
τ, ч |
фазовый состав |
h,
мкм |
σадг, МПа |
Нкв, ГПа |
П, % |
Ес, В |
Шероховатость, мкм |
||||
|
Rа |
Rmax |
Sm |
|||||||||||
|
Анодирование |
(200) H2SO4 |
0,5-1 |
40-50 |
0,9 |
TiO2-х |
15-30 |
25 |
9-10 |
18-25 |
0,18 |
1,10 |
5,50 |
14 |
|
(200) H2SO4 и (50) CuSO4· 5Н2О |
1-3 |
40-50 |
0,3-0,9 |
TiO, TiO2, Ti2O3, CuO |
30-50 |
29 |
10 |
30-35 |
0,15 |
1,35 |
6,20 |
10 |
|
Примечание. Перед оксидированием поверхность
имплантатов-остеофиксаторов подвергается пескоструйной обработке корундовым
абразивом
Формирование биосовместимых электрохимических покрытий на чрескостных
ортопедических остеофиксаторах требует предварительной подготовки их
поверхности путем очистки от жировых загрязняющих пленок, ухудшающих контактирование
электролита с обрабатываемым металлом и способствующих развитию патогенной микрофлоры
в зоне имплантации. Указанные явления часто приводят к снижению качества
покрытия, возникновению воспалительных процессов в окружающих остеофиксатор
тканях с ухудшением биоинтеграции и отторжением фиксатора.
Очистка металлической поверхности от жировых пленок применяется как
самостоятельный метод подготовки изделий перед нанесением покрытий, включающий
способы щелочного, химического и электрохимического обезжиривания в специальных
моющих электролитах [4]. Проведение отдельной очистки поверхности с последующим
отдельным нанесением на нее покрытия требует использования разных технических
устройств и электролитов, что сопровождается высокими трудоемкостью,
энергоемкостью, низкой экономической эффективностью производства, а также
сложностью технологии нанесения покрытия. Объединение процессов очистки и
оксидирования остеофиксаторов в одну технологическую операцию может значительно
упростить формирование покрытия. Для этого необходимо использовать электролиты,
обеспечивающие совмещенное электрохимическое действие – очистку и
оксидирование.
Составы известных моющих электролитов, предназначенных для очистки
металлических поверхностей, не могут обеспечить получение оксидных покрытий на
остеофиксаторах и не позволяют осуществлять их очистку обезжириванием,
совмещенную с электрохимическим оксидированием. В свою очередь, составы
существующих электролитов оксидирования не могут обеспечить обезжиривание
поверхности остеофиксаторов. Известно только последовательное использование
каждой из указанных операций.
На данных основаниях разработана упрощенная технология получения
оксидного биопокрытия на чрескостных титановых остеофиксаторах предусматривающая
совмещение электрохимических процессов обезжиривания и оксидирования в одной
технологической операции [5, 6].
Особенности совмещенного электрохимического обезжиривания
и оксидирования титановых остеофиксаторов
Для совмещенного электрохимического воздействия
используется электролит, содержащий 200 г/л H2SO4, 5
г/л сульфонола и 15 г/л Na2SiO3.
Указанный электролит включает растворы окисляющих и обезжиривающих компонентов
в дистиллированной воде и позволяет формировать оксидные покрытия на чрескостных
остеофиксаторах без отдельно проводимой очистки их поверхности.
Сущность технологии заключается в том, что через электролит для
электрохимического обезжиривания и оксидирования с температурой 40-600С
пропускается постоянный электрический ток анодной плотностью 1,8-2,4 А/дм2,
напряжением 25-100 В и проводится обработка остеофиксаторов в течение 10-12
мин. При этом происходит уменьшение поверхностного натяжения жирового слоя и
адсорбционное вытеснение его частиц с поверхности фиксаторов за счет
присутствия в электролите компонентов для обезжиривания. На участках
поверхности без частиц жира, являющихся следствием электрохимического перфорирования
жирового слоя, образуются оксиды титана при взаимодействии электролита с
металлом, которые по мере своего роста вытесняют крупные фрагменты загрязняющей
пленки с обрабатываемой поверхности. В результате происходит очистка
обезжириванием, совмещенная с анодированием остеофиксаторов, создается
титанооксидное покрытие, обладающее высокой биосовместимостью и механической
прочностью.
Технология изготовления чрескостных титановых остеофиксаторов путем
совмещения электрохимического обезжиривания и оксидирования осуществляется
следующим образом: стержневые фиксаторы с исходной шероховатой поверхностью, обработанной
пескоструйным методом, помещаются в электролизер с указанным трехкомпонентным
электролитом. Фиксаторы подсоединяются в качестве анода, противоэлектродом
служит титановый катод. Электролит нагревается до температуры 500С,
затем через него пропускается постоянный электрический ток анодной плотностью
1,8 А/дм2 и напряжением 50 В. Процесс совмещенного обезжиривания и
оксидирования проводится в течение 10 мин. В результате получается оксидное
покрытие с высоким уровнем показателей биосовместимости, а именно, суммарной
открытой пористостью 30-35%, размером открытых пор 15-20 мкм, толщиной 20-30
мкм, адгезией 25-27 МПа, способствующими эффективной адаптации покрытия к
окружающей костной ткани и прочному закреплению оксидированных фиксаторов в
организме (табл. 2).
Значения данных показателей биопокрытия приближены к значениям показателей
покрытий, полученных путем проведения отдельных электрохимических операций
обезжиривания и оксидирования (табл. 1).
Таблица 2
Функциональные
характеристики анодно-оксидных биопокрытий титановых (ВТ16) остеофиксаторов,
полученных при совмещенном электрохимическом процессе
«обезжиривание-оксидирование»
|
Способ оксидирования |
Электролит, г/л |
Режим электролиза |
Характеристики покрытий |
||||||||||
|
i,
А/дм2 |
t,
0С |
τ, ч |
фазовый состав |
h,
мкм |
σадг, МПа |
Нкв, ГПа |
П, % |
Ес, В |
Шероховатость, мкм |
||||
|
Rа |
Rmax |
Sm |
|||||||||||
|
Анодирование, совмещенное
с обезжириванием |
(200) Н2SO4, (5) сульфонол, (15) Nа2SiO3 |
2-5 |
60 |
1,0 |
TiO2-х |
20-30 |
27 |
9 |
30 |
0,18 |
1,15 |
5,8 |
9,4 |
Примечание. Перед оксидированием поверхность
имплантатов-остеофиксаторов подвергается пескоструйной обработке корундовым
абразивом
За счет объединения в одной технологической операции двух электрохимических процессов достигается очистка поверхности титановых остеофиксаторов обезжириванием и получение покрытия на них оксидированием, что дает возможность использовать в техпроцессе один и тот же электролизер и один и тот же электролит, исключить такие вспомогательные операции как промывку фиксаторов, а также вторичные загрузку и выгрузку изделий из электролизера, в результате чего происходит экономия производственного времени, электролита и электроэнергии, не требуется дополнительное оборудование для техпроцесса. Все это позволяет значительно упростить технологию получения оксидного биопокрытия на чрескостных ортопедических имплантатах-фиксаторах, существенно уменьшить ее трудоемкость и повысить экономичность.
Специализированный
электролизер для оксидирования чрескостных
титановых остеофиксаторов
При анодной обработке изделий существенное влияние на качество получаемых покрытий оказывают условия проведения электролиза, определяемые видом технологического воздействия и применяемым оборудованием. В гальванотехнике разработка и конструирование электрохимического оборудования носит специализированный характер и предусматривает создание устройств для каждого отдельно взятого метода обработки. Анодирование промышленных изделий различного назначения осуществляют в специальных электролизерах, типаж которых определяется конфигурацией и количеством обрабатываемых заготовок. Такие электролизеры характеризуются значительным габаритом, большим расходом электролитов, а также низкой технико-экономической эффективностью при обработке малогабаритных изделий типа медицинских имплантатов-остеофиксаторов. Поэтому для анодирования стержневых титановых фиксаторов, имеющих небольшие конструктивные размеры, целесообразно использовать разработанный малогабаритный электролизер, отличительной особенностью которого является оригинальность конструкции (рис. 1) [7].
Электролизер состоит из двух цилиндрических
корпусов разного диаметра, выполненных из оргстекла, – внешнего 6,
имеющего углубление на середине основания, и внутреннего 4 со
специальным выступом 19. Выступ 19 обеспечивает фиксацию корпуса 4
в корпусе 6 на некотором расстоянии от его внутренних стенок, за счет
чего образуется водяная рубашка 3. Циркуляция воды по рубашке происходит
через вмонтированные во внешний корпус входной и выходной штуцеры 2 и 13,
соединенные с термостатом пластиковыми шлангами.
Во внутреннем корпусе 4 с помощью титановых болтов 7
крепится цилиндрический полый катод 14, выполненный из титана и
состоящий из двух колец разного диаметра, соединенных между собой титановыми
перемычками 5 и образующих рабочий катодный зазор. Такая конструктивная
особенность катода позволяет обеспечить стабильность электролиза и
равномерность получаемых анодно-оксидных покрытий.
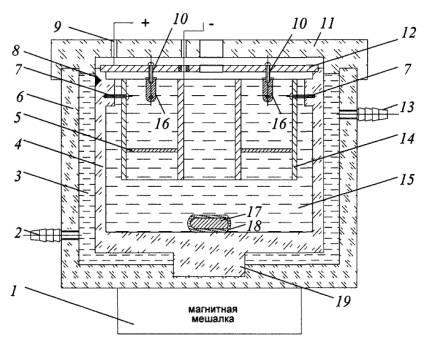
Рис.
1. Конструкция специализированного электролизера для
анодирования
титановых остеофиксаторов
Электродом-анодом служит специальная титановая подвеска, представляющая
крышку-кронштейн 12, в которую по определенной окружности вкручены
резьбовые титановые винты 10 для закрепления фиксаторов 16, служащих
рабочими анодами (рис. 2).
Отверстие 1 крышки-анода предназначено для вывода электрического
контакта двойного цилиндрического катода 14 и его подключения к источнику
питания. Отверстие 2 служит для доливки электролита во внутренний корпус
4 электролизера в случае его испарения при анодировании. Необходимый уровень
электролита должен соответствовать специальной уровневой метке 8, нанесенной
на внешнюю стенку корпуса 4 (рис. 1).
Рис. 2. Крышка-анод с расположением стержневых фиксаторов (вид
снизу) 
Крышка 11 электролизера изготовлена из оргстекла и имеет соосные
с крышкой-анодом 12 симметричные отверстия. Дополнительное отверстие 9
в крышке 11 предназначено для вывода электрического контакта
крышки-анода 12 (рис. 1).
На дне корпуса 4 расположен цилиндрический магнит 17,
запаянный в стеклянную трубку 18, которая изолирует его от химического
действия электролита 15. Путем вращения магнита с помощью магнитного
привода мешалки 1 осуществляется перемешивание электролита,
поддерживается его температурная и концентрационная однородность.
Электролизер имеет следующие конструктивные размеры, мм:
диаметр внешнего корпуса . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . 340
диаметр внутреннего корпуса . . . . . . . . . . . . . . . . . . . . . .
. . . . .320
высота внешнего корпуса . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . 200
высота внутреннего корпуса . . . . . . . . . . . . . . . . . . . . . .
. . . . . .190
внешний диаметр кольцевого катодного зазора. . . . . . . . . . . . 300
внутренний диаметр кольцевого катодного зазора. . . . . . . . . 250
высота катодного зазора . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 100
ширина катодного зазора . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . 50
Разработанная конструкция электролизера позволяет осуществлять групповое анодирование остеофиксаторов с формированием оксидных биопокрытий, имеющих высокую структурную однородность и равномерную толщину, а также обеспечивать необходимые технико-экономические показатели электрохимической обработки.
Формирование анодно-оксидных биопокрытий на чрескостных остеофиксаторах
с использованием разработанного оборудования предусматривает выполнение
нескольких вспомогательных операций и основной операции обработки.
Вспомогательные операции включают приготовление электролита с заданной концентрацией компонентов, заливку его в электролизер до необходимого уровня, нагрев до требуемой температуры, перемешивание, закрепление партии имплантатов-фиксаторов на подвеске, завеску закрепленных фиксаторов в электролит.
Основная операция заключается в анодной обработке остеофиксаторов при заданных значениях параметров режима электролиза.
Литература
1. Родионов И.В. Анодное
оксидирование в производстве имплантатов для стоматологии, травматологии и
ортопедии / Маtеriały IV Międzynarodowej naukowi-praktycznej konferencji «Aktualne problemy nowoczesnych nauk – 2008». Przemyśl,
Polsкa: Nauka i studia. Tym 20 (Chemia i chemiczne technologie). S. 32-36.
2. Родионов И.В. Параметры биосовместимости оксидных покрытий чрескостных остеофиксаторов, сформированных термическим и электрохимическим оксидированием / Маtеriály
IV Mezinárodní vĕdecko-praktická konference
«Evropská vĕda XXI století – 2008». Praha, Czech Republic:
Publishing House «Education and Science» s.r.o. Díl 12 (Chemie a
chemická technologie). S. 32-36.
3. Родионов И.В. Характеристики биомеханической совместимости оксидных покрытий медицинских титановых имплантатов, полученных анодной обработкой в сернокислых электролитах / Маtеriały
IV Międzynarodowej naukowi-praktycznej konferencji «Naukowym progres na
rubieży tysiącleci – 2008». Przemyśl,
Polsкa: Nauka i studia. Tym 17 (Chemia i chemiczne technologie). S. 12-19.
4. Грилихес С.Я. Обезжиривание, травление и полирование металлов. Л.: Машиностроение, 1983. 102 с.
5. Родионов И.В. Повышение эффективности технологии изготовления
оксидированных титановых имплантатов путем совмещения процессов анодирования и
обезжиривания / Материали за IV Международна научна
практична конф. «Динамика изследвания – 2008». София, България: Изд-во Бял
ГРАД-БГ, 2008. Т.24 (Химия и химически технологии). С. 17-24.
6. Родионов И.В., Бутовский К.Г., Серянов Ю.В. Формирование оксидных биопокрытий
на титановых чрескостных фиксаторах в электролите для совмещенного анодного
обезжиривания и оксидирования / Матер. Всеросс. научно-практич. конф. «Новые
технологии создания и применения биокерамики в восстановительной медицине».
Томск: Изд-во ТПУ, 2007. С. 97-103.
7. Родионов И.В. Специализированное электрохимическое оборудование для
получения высококачественных анодно-оксидных биопокрытий на медицинских
имплантатах / Маtеriály IV Mezinárodní
vĕdecko-praktická konference
«Vĕda: teorie a praxe – 2008». Praha, Czech Republic: Publishing House
«Education and Science» s.r.o. Díl 10 (Chemie a chemická technologie).
S. 45-49.