*118683*
Д.т.н. Кравченко И. Н., к.т.н.
Зубрилина Е. М.
Ставропольский государственный аграрный университет, Россия
К.т.н. Гладков В.Ю., Москаль О.
Я., инженер
Военно-технический
университет, Россия
МОДЕЛЬ
ФОРМООБРАЗОВАНИЯ ПОКРЫТИЙ ПРИ НАПЫЛЕНИИ ДЕТАЛЕЙ
ТИПА ТЕЛ ВРАЩЕНИЯ
При напылении деталей типа тел вращения с
образующей, имеющей сложный вид, возникает проблема поддержания постоянства
условий напыления при изменении диаметра напыляемой поверхности.
Основной задачей при построении модели является
расчет текущей толщины покрытия в процессе напыления и параметров размерной
сетки в координатах одномерного пространства и времени. При этом в качестве
исходных данных используются геометрические параметры детали и заданная толщина
покрытия. В модели пренебрегаем влиянием на тепловое поле протекания пластических деформаций, т.е. скорость
деформаций при изменении теплового поля в процессе напыления не настолько
велика, что могут возникнуть такие большие внутренние тепловые источники в
результате трения и существенно изменить тепловое поле системы покрытие-основа.
Таким образом, при разработке модели поставлена несвязанная
термо-упругопластическая задача, в которой тепловая и прочностная задачи решаются
раздельно. При этом сначала находится температурное поле и затем по нему
определяется напряженно-деформированное состояние системы покрытие-основа.
Исходя из нелинейного характера поставленной
задачи, поиск решения осуществляется численными методами [1, 2]. При этом
тепловая задача решается методом конечных разностей, а прочностная задача –
методом конечных элементов.
Покрытие при
плазменном напылении формируется на напыляемой поверхности путем послойного
наложения чередующихся слоев в результате проходов плазмотрона со скоростью ![]() и шагом напыления
и шагом напыления ![]() (сдвигом между соседними
проходами).
(сдвигом между соседними
проходами).
Исследования
закономерностей формообразования покрытий показали [3, 4], что определить текущую толщину покрытия в зависимости от
режимов напыления по результатам этих работ не представляется возможным. Поэтому, для того, чтобы построить размерную
сетку по ![]() , рассмотрим процесс послойного формирования покрытия на плоской поверхности (рисунок 1).
, рассмотрим процесс послойного формирования покрытия на плоской поверхности (рисунок 1).
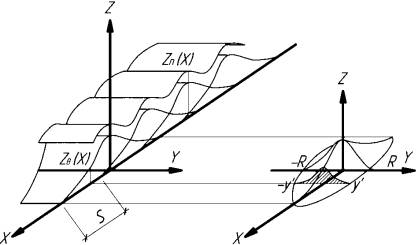
Рисунок 1 – Схема послойного
формирования покрытия
Практика показывает, что при распылении
материалов неподвижным плазмотроном нарастание напыляемого материала на
подложке подчиняется нормальному распределению [5]:
![]()
где ![]() – скорость нарастания покрытия в
центре пятна напыления;
– скорость нарастания покрытия в
центре пятна напыления;
![]() ,
, ![]() – цилиндрические координаты;
– цилиндрические координаты; ![]() – время.
– время.
Учитывая нормальное распределение толщины
покрытия, найдем его объем:
![]()
где
![]() – высота покрытия в центре пятна
напыления;
– высота покрытия в центре пятна
напыления;
![]() – коэффициент формообразования;
– коэффициент формообразования;
![]() – радиус пятна напыления.
– радиус пятна напыления.
В то же время объем распыленного материала
равен:

где ![]() – коэффициент использования материала;
– коэффициент использования материала;
![]() – расход напыляемого материала;
– расход напыляемого материала;
![]() – кажущаяся плотность материала покрытия.
– кажущаяся плотность материала покрытия.
Из равенства этих объемов, учитывая уравнение
(1), находим скорость нарастания покрытия в центре пятна напыления:

Принимая скорость перемещения плазмотрона ![]() относительно напыляемой поверхности на данном участке вдоль оси
относительно напыляемой поверхности на данном участке вдоль оси ![]() постоянной
постоянной ![]() , и подставляя в выражение (1),
получим форму напыленного валика:
, и подставляя в выражение (1),
получим форму напыленного валика:

где ![]() ,
, ![]() ,
, ![]() – координаты подвижной системы,
связанной с пятном напыления
– координаты подвижной системы,
связанной с пятном напыления
С достаточной степенью точности для инженерных
расчетов можно принять пределы интегрирования в уравнении (5) по бесконечности:
Следовательно ![]()
Высота покрытия в текущей точке напыляемой
поверхности ![]() равна сумме высот, наложившихся в
этой точке валиков:
равна сумме высот, наложившихся в
этой точке валиков:

где
![]() – число наложений валиков в данной
точке, определяемое как
– число наложений валиков в данной
точке, определяемое как
![]()
![]()
где ![]() – номер чередования валиков;
– номер чередования валиков;
![]() – абсцисса рассматриваемой точки
напыляемой поверхности в неподвижной системе координат;
– абсцисса рассматриваемой точки
напыляемой поверхности в неподвижной системе координат;
![]() – целая часть положительного числа
– целая часть положительного числа ![]() ;
;
![]() – шаг напыления (расстояние между
вершинами соседних валиков).
– шаг напыления (расстояние между
вершинами соседних валиков).
Величина ![]() из своего математического
определения, как отношение
из своего математического
определения, как отношение ![]() , в общем случае дробная. Поэтому для приведения числа наложения валиков
, в общем случае дробная. Поэтому для приведения числа наложения валиков ![]() к физическому значению определим
его из следующих условий:
к физическому значению определим
его из следующих условий:
![]()
![]()
На основании
приведенной математической модели и разработанных расчетных программ [6, 7], с
помощью которых моделировался процесс формообразования покрытий, получена
зависимость для средней толщины покрытия ![]() :
:
![]()
где
![]() – наибольшая высота валика;
– наибольшая высота валика;
![]() – величина, характеризующая отличие профиля
валика от описывающего его прямоугольника.
– величина, характеризующая отличие профиля
валика от описывающего его прямоугольника.
Выражение
для ![]() получим из уравнения (6) при
получим из уравнения (6) при ![]() =0:
=0:
![]()
Следовательно, с учетом выражения (9) средняя
толщина покрытия составит:
![]()
Моделирование процесса формообразования
позволило установить зависимость амплитуды волнистости покрытия ![]() от числа наложений напыляемых валиков
от числа наложений напыляемых валиков ![]() и наибольшей их высоты
и наибольшей их высоты ![]() :
:
![]()
где ![]() – математическое значение отношения
– математическое значение отношения
![]() .
.
Неравномерность покрытия
![]() , определяемая выражением
, определяемая выражением
![]()
будет иметь вид

Процесс
формирования покрытия в конкретной точке напыляемой поверхности представляет
собой последовательное наложение параллельных валиков, сдвинутых друг
относительно друга на величину подачи. Текущая толщина покрытия будет равна
сумме наложившихся к моменту времени валиков и части толщины валика,
накладываемого в данный момент.
Расчет параметров формообразования покрытия на
поверхностях деталей типа тел вращения по предложенной модели является
обоснованным при условии ![]() (
(![]() – радиус кривизны напыляемой поверхности). Средняя толщина покрытия при
напылении деталей типа тел вращения обеспечивается заданием расхода напыляемого
материала и скоростей перемещения плазмотрона и вращения детали.
– радиус кривизны напыляемой поверхности). Средняя толщина покрытия при
напылении деталей типа тел вращения обеспечивается заданием расхода напыляемого
материала и скоростей перемещения плазмотрона и вращения детали.
Для получения стабильных
свойств покрытий (адгезии, пористости, остаточных напряжений) при напылении
деталей с изменяющимся диаметром напыляемой поверхности необходимо поддерживать
постоянной оптимальную температуру для пары материалов покрытие-основа в центре
пятна напыления. Средняя толщина покрытия при заданном расходе напыляемого
материала и контурной подаче обеспечивается поддержанием постоянства скорости
перемещения плазмотрона относительно напыляемой поверхности. Обеспечивая данные
условия во время напыления при плавном переходе с больших диаметров на малые
диаметры напыляемой поверхности, невозможно обеспечить постоянство оптимальной
температуры в центре пятна напыления из-за более частых тепловых воздействий на
элемент напыляемой поверхности в единицу времени.
Для обеспечения
постоянства оптимальной температуры в пятне напыления необходимо изменять
величину теплового потока в подложку, который зависит от времени напыления и
расхода напыляемого материала. При этом ток, расход и состав плазмообразующего
газа обеспечивают температуру разогрева напыляемого материала, величина которой
определяет в основном свойства напыляемого покрытия. Поэтому для решения нашей
задачи будем считать их постоянными.
Тепловой поток ![]() имеет две составляющие: тепловой
поток от газовой струи
имеет две составляющие: тепловой
поток от газовой струи ![]() и расплавленных частиц
и расплавленных частиц ![]() :
:
![]() .
.
Тепловой поток от
расплавленных частиц ![]() в подложку можно определить по
формуле:
в подложку можно определить по
формуле:
![]()
где ![]() – удельная теплоемкость напыляемого
материала;
– удельная теплоемкость напыляемого
материала;
![]() – температура плавления частиц
напыляемого материала;
– температура плавления частиц
напыляемого материала;
![]() – температура в центре пятна
напыления;
– температура в центре пятна
напыления;
![]() – удельная теплота плавления
напыляемого материала.
– удельная теплота плавления
напыляемого материала.
Для упрощения выкладок
примем способ напыления со сдувом плазменной струи, т.е. ![]() = 0.
= 0.
Условия поддержания
постоянными во время напыления деталей типа тел вращения оптимальной
температуры ![]() , заданной толщины покрытия
, заданной толщины покрытия ![]() и неравномерности покрытия
и неравномерности покрытия ![]() в пределах допуска, выразим через
систему уравнений:
в пределах допуска, выразим через
систему уравнений:
Последнее уравнение
полученной системы есть уравнение температуры в центре нормально
распределенного источника с учетом накопления теплоты от предыдущих циклов теплового воздействия при напылении деталей
типа тел вращения [8].
Подставляя в систему ![]() ,
, ![]() ,
, ![]() и текущий диаметр
и текущий диаметр ![]() напыляемой поверхности детали,
получим значения абсолютной скорости
напыляемой поверхности детали,
получим значения абсолютной скорости ![]() перемещения плазмотрона
относительно напыляемой поверхности, а также шага напыления
перемещения плазмотрона
относительно напыляемой поверхности, а также шага напыления ![]() и расхода напыляемого материала
и расхода напыляемого материала ![]() .
.
На основании приведенных
выражений определяется текущая толщина покрытия и строится размерная сетка по
пространству и времени ![]() , используемая при расчетах теплового и напряженно-деформированного
состояния системы покрытие-основа.
, используемая при расчетах теплового и напряженно-деформированного
состояния системы покрытие-основа.
Выводы:
1. Определение тепловых
полей при плазменном напылении с учетом зависимости теплофизических и
механических свойств материалов покрытия и основы от температуры, протекания в
них пластических деформаций и релаксации напряжений возможно применением
численных методов для решения тепловой задачи.
2. Предложенная
численная математическая модель описывает тепловое состояние системы
покрытие-основа при плазменном напылении и позволяет оценить влияние на уровень остаточных напряжений скорости
перемещения плазмотрона и расхода напыляемого материала при послойном
формировании покрытий повышенной прочности.
Список
использованных источников:
1. Морозов В.М., Никишков Г.П. Метод конечных
элементов в механике разрушения. – М.: Наука, 1980. – 256
с.
2. Кравченко И.Н. Формирование остаточных
напряжений в системе деталь-покрытие с использованием методов численного
анализа [Текст] / И.Н.
Кравченко, Е.В. Панкратова, О.Я. Москаль // Ремонт. Восстановление.
Модернизация. – 2012. – №10.
3. Соколов И.К. Формообразование покрытия // Теория и практика газотермического нанесения
покрытий. – Дмитров,
1989. – Том
1. – С. 55
– 60.
4. Кудинов В.В., Бобров Г.В. Нанесение покрытий
напылением: теория, технология и оборудование. – М.: Металлургия, 1992. – 432
с.
5. Хасуй А., Моригаки О. Наплавка и напыление //
Пер с японского В.Н. Попова; Под ред.
В.С. Степина, Н.Г. Шестеркина. – М.: Машиностроение, 1985. – 240 с.
6. Кравченко И.Н., Зубенко Е.В. Расчет теплового поля системы покрытие-основа с перемещающейся границей /
И.Н. Кравченко, Е.В. Зубенко, Е.М. Зубрилина, Е.М. Бобряшов, О.Я. Москаль //
Свидетельство о гос. рег. программы для ЭВМ №2012617206 от 28.08.2012.
7. Кравченко И.Н.,
Зубрилина Е.М. Система численного расчета остаточных напряжений в
покрытиях повышенной толщины / И.Н. Кравченко, Е.М. Зубрилина, Е.В. Панкратова,
Е.М. Бобряшов, О.Я. Москаль // Свидетельство о гос. рег. программы для ЭВМ №2012617205 от
28.08.2012.
8. Мотовилин Г.В. Влияние линейной скорости
вращения детали на адгезионную прочность
плазменного напыления / Г.В. Мотовилин, Н.Г. Устинов, П.Н.
Тарасенко // Сварочное производство. – 1985. – № 5. – С. 26 – 27.