УДК 685.34:004.94
Власов А.М.
(Таразский
государственный университет им. М.Х. Дулати)
ОСОБЕННОСТИ КОНСТРУИРОВАНИЯ ЗАГОТОВОК ВЕРХА ОБУВИ ПРИ
ФОРМОВАНИИ ИХ НА МОДЕРНИЗИРОВАННОЙ МАШИНЕ ЗНК-3-0
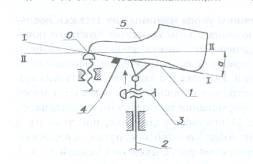 Учеными Таразского
университета была разработана и запатентована модернизация механизма стелечного
упора машины ЗНК-3-0 для формования носочно-пучковой части заготовок верха
обуви. Сущность модернизации заключается в следующем: стелечный упор 1 соединен
шарнирно со штоком 2 с возможностью поворота в вертикальной плоскости. Для
ограничения поворота стелечного упора против часовой стрелки при горизонтальном
его расположении в процессе перемещения штока 2 вверх предусмотрены рычаг 4 и
регулировочный винт 3. Клещи (на рисунке не показаны) конструктивно выполнены
подвижными с возможностью поворота вокруг горизонтальных осей под действием усилия
формования. В отличие от обтяжно-затяжной машины знк-з-о, у которой стелечный
упор в нижней исходной позиции занимает горизонтальное положение (положение II-II), в
модернизированной машине он, опускаясь несколько ниже, располагается под углом
а к горизонту (положение I-I). Так как в модернизированной машине стелечный упор
находится под некоторым углом по отношению к клещам, то конфигурацию передней
части исходной заготовки верха обуви целесообразно проектировать несколько
сужающейся от носка к пучкам.
Учеными Таразского
университета была разработана и запатентована модернизация механизма стелечного
упора машины ЗНК-3-0 для формования носочно-пучковой части заготовок верха
обуви. Сущность модернизации заключается в следующем: стелечный упор 1 соединен
шарнирно со штоком 2 с возможностью поворота в вертикальной плоскости. Для
ограничения поворота стелечного упора против часовой стрелки при горизонтальном
его расположении в процессе перемещения штока 2 вверх предусмотрены рычаг 4 и
регулировочный винт 3. Клещи (на рисунке не показаны) конструктивно выполнены
подвижными с возможностью поворота вокруг горизонтальных осей под действием усилия
формования. В отличие от обтяжно-затяжной машины знк-з-о, у которой стелечный
упор в нижней исходной позиции занимает горизонтальное положение (положение II-II), в
модернизированной машине он, опускаясь несколько ниже, располагается под углом
а к горизонту (положение I-I). Так как в модернизированной машине стелечный упор
находится под некоторым углом по отношению к клещам, то конфигурацию передней
части исходной заготовки верха обуви целесообразно проектировать несколько
сужающейся от носка к пучкам.
Модернизированная машина осуществляет вытяжку в два
этапа. На первом этапе стелечный упор 1 с колодкой 5 и заготовкой, поднимаясь
вверх, поворачивается относительно точки О на угол а до положения II-II, задаваемого
рычагом 4 и регулировочным винтом 3, в результате чего осуществляется
дополнительная предварительная вытяжка заготовки в серединной ее части. На
втором этапе, то есть при дальнейшем подъеме стелечного упора, вытяжка заготовки
осуществляется как на машине ЗНК-3-О до модернизации.
Как показали
результаты исследования [1], в результате дополнительной вытяжки серединной
части союзки при формовании на модернизированной машине распределение
деформаций в передней части заготовки получилось более равномерным.
На основании выше
изложенного были проведены исследования по определению оптимальных параметров
конструирования конфигурации деталей верха обуви с учетом их формования на
модернизированной машине.
В результате чего следует,
что заужение контура союзки в пучковой
части необходимо производить в пределах 8-10%. Проверено, что при таких параметрах заужения контура союзки возникает
эффект по двум параметрам. Это эффект по снижению площади союзок и эффект по
проценту использования материала при раскрое.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1.
Ким Ф.И., Мунасипов
С.Е., Соколовский А.Р. Методы и технологии моделирования
напряженно-деформированного состояния заготовки обуви при формовании. Тараз:
Тараз университетi, 2009. 91 с.
2. Ким Ф.И. Новые способы и устройства для
равномерного формования заготовок верха
обуви на колодке //Современные проблемы
свободной экономической зоны «Онтустik», науки, производства и подготовки кадров в легкой и
текстильной промышленности: материалы международной науч-практ. Конф. ТарГУ.-
Тараз: Тараз университетi, 2006. с.
213-216.