К.т.н. Пунин В.И., МГТУ им. Н.Э. Баумана, Россия.
Д.т.н. Кохан
Л. С., Университет Машиностроения,
Россия.
Эффект укорочения полосы при гибке
Производственная практика изготовления гнутых профилей как
из мерной, так и «бесконечной» заготовки на профилегибочных станах
свидетельствует о малозаметном, но стабильном изменении длины заготовки после её
прокатки. В многоклетьевых станах натяжение полосы (профиля) между
клетями может создаваться и регулироваться изменением окружных скоростей валков
соседних клетей (например, благодаря увеличению формующих диаметров), либо изменением
зазоров между валками последующих клетей, в результате обусловливающих
возникновение заднего ξ0 и переднего ξ1 натяжений. Создание натяжения заготовки в валках соседних
клетей, расположенных на расстоянии L между собой, при
определенных условиях может привести к тому, что возможное различие между растягивающим
и подпирающим действием усилий Т0 и Т1 может привести к потере устойчивости и «выпучиванию»
полосы (рис. 1). При этом увеличивается суммарная волнистость полосы в каждой
последующей клети, что существенно влияет на фактическую длину.
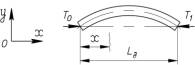
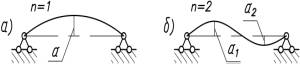
Рис.1. Схема нагружения и потери устойчивости
полосы: а) – одна дуга, б) – две дуги
Величина данной продольной деформации при малых
прогибах может быть определена с известными допущениями по методу Л.Эйлера с
использованием дифференциального уравнения:
![]() .
Разделив обе части уравнения на EJ и обозначив T/EJ через k2, приводим его к
виду
.
Разделив обе части уравнения на EJ и обозначив T/EJ через k2, приводим его к
виду ![]() . Здесь Е –
нормальный модуль упругости материала полосы; J – момент инерции полосы; Т = (1 – ξ)σтbS – усилие натяжения/сжатия; S, b – толщина и ширина полосы; σт – сопротивление пластической деформации. После
этого можно определить неизвестный параметр:
. Здесь Е –
нормальный модуль упругости материала полосы; J – момент инерции полосы; Т = (1 – ξ)σтbS – усилие натяжения/сжатия; S, b – толщина и ширина полосы; σт – сопротивление пластической деформации. После
этого можно определить неизвестный параметр: ![]() . Решение дифференциального
уравнения 2-го порядка, устанавливающего величину выпучивания, имеет следующий
вид: y = asinkx = 0.
. Решение дифференциального
уравнения 2-го порядка, устанавливающего величину выпучивания, имеет следующий
вид: y = asinkx = 0.
В процессе
прокатки прогиб полосы под валками, например, первой клети отсутствует, т.е. y = 0. Аналогично для второй клети y = asinkL = 0, откуда
следует k = πn/Lд.
Подставляя параметр k, определим действующее натяжение: ![]() , где n – число дуг на контуре (рис. 1). При наименьшем значении (n = 1)
критическое натяжение
, где n – число дуг на контуре (рис. 1). При наименьшем значении (n = 1)
критическое натяжение
![]() или
или ![]() , откуда
, откуда ![]() .
.
Соответственно,
прогиб полосы при n = 1 и x = L/2 : y
= asin(πx/Lд).
Далее, в зависимости от характера «выпучивания»,
максимальный прогиб полосы ymax = a при n = 1 и x = L/2 , ymax = a1
= a2, при n = 2 и x = L/4. При моменте инерции полосы J=bS3/12 устанавливается прогиб :
![]() ,
,
где χ – коэффициент, зависящий от материала и
геометрии профиля. Для стали χ
≈ 0,1.
Например, в случае прокатки в стане с межклетьевым
расстоянием L = 200 мм полосы толщиной S = 2,0 мм (L/S = 100) с сопротивлением пластической деформации σт
= 40 МПа, модулем упругости E = 1,4·105 МПа и при натяжении ξ = 0,8
величина выпучивания равна: ![]() мм.
мм.
На основании полученной формулы рассчитаем
изменение длины полосы при прокатке с натяжением. Для исследуемого случая длина дуги равна:
![]() мм,
мм,
откуда уменьшение длины полосы на этом участке ΔL' = Lд = 200,109 – 200 = 0,109
мм.
Для 10-клетьевого профилегибочного стана (m = 10), уменьшение длины полосы на девяти участках деформирования
составит ΔL = (m
– 1)ΔL' = (10 – 1)0,109
= 0,981 мм.
В условиях промышленного производства гнутого
профиля, предназначенного для изготовления противопожарных дверей было зафиксировано укорочение заготовки в
рабочих клетях стана, которое возрастало с увеличением числа клетей. На
«бесконечной» полосе до ее задачи в стан наносили риски на участке определённой
длины, расстояние между ними фиксировали и сравнивали со значением, измеренным
после профилирования полосы. Аналогичные расчеты при других параметрах
натяжения ξ представлены ниже:
|
Ξ |
0,8 |
0,6 |
0,5 |
|
a, мм |
2,857 |
5,714 |
7,143 |
|
ΔL, мм |
0,981 |
3,915 |
6,111 |
Таким
образом, происходящие при формообразовании полосы в клетях деформационные
процессы сопровождаются уменьшением ее длины в зависимости от натяжения, числа
клетей и отношения межклетьевого расстояния к толщине заготовки.