Технические
науки/4. Транспорт
К.т.н., доцент Королев
А.Е.
Государственный
аграрный университет Северного Зауралья
Технологическая и
эксплуатационная
безотказность
двигателей
Обкатка - это внешнее воздействие на
объект с целью повышения его эксплуатационной надежности. Этот процесс осуществляется в малой степени на
ремонтном предприятии (1,5…3 ч) и большей частью в эксплуатационных условиях
(30…60 ч). Динамика этапов приработки принимается из
условия подготовки поверхностей трения к восприятию
эксплуатационных нагрузок ![]() .
.
Завершенность процесса обкатки определяется
достижением необходимого уровня и стабилизацией технических показателей ![]() . Однако не учитывается проявление
отказов из-за дефектов деталей, сборки и регулировки сопряжений,
устранение которых в эксплуатационных условиях значительно
сложнее, чем на ремонтном предприятии.
. Однако не учитывается проявление
отказов из-за дефектов деталей, сборки и регулировки сопряжений,
устранение которых в эксплуатационных условиях значительно
сложнее, чем на ремонтном предприятии.
Исследования проводились на
специализированных ремонтных предприятиях. В процессе стендовой приработки
дизелей Д-240, СМД-14, ЯМЗ-238НБ и А-41 по одно, трех и пятичасовым режимам проводился сбор
информации по их отказам (далее показаны результаты на примере двигателей Д-240). На ремонтных предприятиях под наблюдением находилось
40…50 двигателей, а в эксплуатации 20…30, что обеспечило проведение экспериментов
с доверительной вероятностью не ниже 0,90 и относительной ошибкой не выше 15%. Расчет показателей безотказности проводился по стандартной
методике, а для получения зависимостей использовался метод корреляционного анализа.
В результате экспериментов выявлено, что с увеличением продолжительности стендовой обкатки двигателей скорость
проявления отказов снижается, но при этом
возрастает их суммарное количество (рис. 1). На этапе холодной обкатки имели
место в основном отказы систем смазки и охлаждения, при горячей обкатке на
холостом ходу включается в работу топливная аппаратура и газораспределительный
механизм, а под нагрузкой происходили отказы ресурсоопределяющих деталей.
Работы по подтяжке соединений и замене прокладок проводились практически
равномерно по всему периоду обкатки. Такое распределение отказов
свидетельствует о том, что их число в малой степени зависит от режимов обкатки,
а определяется в основном качеством выполнения технологических операций
ремонта деталей и сборки узлов двигателей.
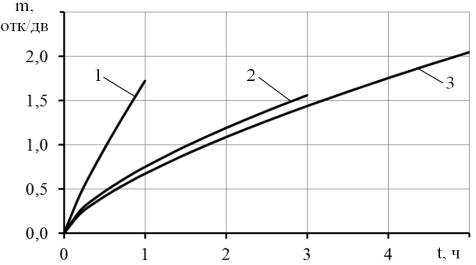
Рисунок 1 - Зависимость количества
отказов двигателей Д-240 от продолжительности их обкатки: 1 - 1 час, 2 - 3
часа, 3 - 5 часов
В
эксплуатации наибольшее число отказов наблюдается в начальный период, а при
наработке свыше 600 мото-часов скорость их проявления практически
стабилизируется (рис. 2).
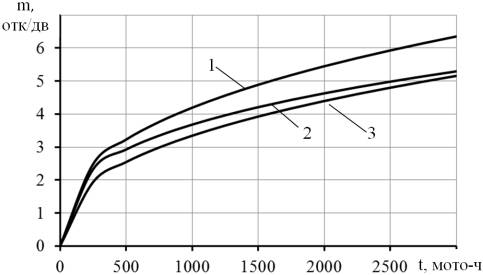
Рисунок 2 - Изменение количества эксплуатационных отказов двигателей Д-240 при одночасовой (1), трехчасовой (2) и
пятичасовой положительности обкатки
При увеличении
продолжительности стендовой обкатки с
одного до пяти часов число отказов за этот период возрастает на 16% и
уменьшается в эксплуатации на 28%. При этом режиме число отказов
ресурсоопределяющих деталей снижается в
среднем в 1,9 раза, это указывает на более высокую степень приработки
сопряжений. Коэффициент парной корреляции полученных
зависимостей составил 0,95...0,98, что свидетельствует о высоком уровне
взаимосвязи количества отказов с продолжительностью работы двигателей. Большинство
отказов приходится на систему питания и герметичность соединений (табл. 1), но
в эксплуатации значительно возрастает доля сложных отказов.
Таблица 1
Распределение
отказов двигателей
|
Наименование систем и
механизмов |
Среднее число отказов,
% |
|
|
при обкатке |
в эксплуатации |
|
|
1. Система питания 2. Система смазки 3. Система охлаждения 4. Газораспределительный механизм 5. Цилиндропоршневая группа 6. Кривошипно-шатунный механизм 7. Подтяжка соединений, замена прокладок |
53,1 10,0 8,1 11,3 0,4 0,2 16,9 |
32,1 16,0 5,5 14,1 2,7 3,7 25,9 |
Отказы подчиняются закону распределения
Вейбулла, т.е. они носят в основном внезапный характер вследствие
нестабильности технологического процесса ремонта двигателей.
1. Слитников К. JI. Обоснование периодичности предупредительных ремонтов ДВС с
целью сокращения эксплуатационных затрат: автореф. дис. ... канд. техн. наук / K.Л. Слитников. - Волгоград, 2012. - 16 с.
2. Стрельцов В.В. Формирование
поверхности трения при обкатке дигателей / В.В. Стрельцов, С.Н. Девянин, А.С.
Носихин // Техника и оборудование для села. - 2011. - № 8. - С. 44-45.