УДК 55.22
д.т.н., проф. И.Н.
Кравченко, к.т.н., доц. Е.М. Зубрилина, О.Я. Москаль, А.А. Клименко
Военно-технический
университет, Россия
Регулирование остаточных напряжений
в системе покрытие-основа
путем наведения термоупругих
напряжений
Аннотация.
Расчет
остаточных напряжений становится особенно важным при оценке корреляции между
уровнем остаточных напряжений в покрытии и величиной прочности сцепления
покрытия с основой. В статье дана оценка влияния температурных условий на
величину остаточных напряжений и прочность сцепления покрытий в процессе
напыления и наложения термоупругих напряжений в покрытии после напыления.
Для оценки влияния охлаждения на остаточные
напряжения проведен численный расчет при граничных условиях, учитывающих
различную интенсивность охлаждения. На рисунке 1 показано распределение
остаточных напряжений в покрытии из NiCr на стали при напылении
без охлаждения со сдувом плазменной струи и при охлаждении подложки водой,
имеющей температуру окружающей среды ![]() = 300 К. Анализ
рисунка показывает, что применение охлаждения приводит к снижению уровня
остаточных напряжений как на границе покрытия с основой, так и в самом
покрытии.
= 300 К. Анализ
рисунка показывает, что применение охлаждения приводит к снижению уровня
остаточных напряжений как на границе покрытия с основой, так и в самом
покрытии.
Нанесение
покрытия на данную точку напыляемой поверхности представляет собой циклический
процесс многократного нанесения слоев, получаемых за один проход плазмотрона,
сопровождающихся тепловым воздействием на систему покрытие-основа. Подложка без
соответствующего охлаждения может нагреваться до 100…300оС, а
перепад температуры в покрытии и основе до и во время пика нагрева может
достигать несколько сотен градусов. При последующем охлаждении это приводит к
возникновению термических напряжений на границе покрытия и основы из-за разницы
в величинах КТР. Величина этих напряжений может превысить предел прочности
сцепления покрытия, что приведет к отслоению покрытия. Поэтому интенсивным
охлаждением стремятся не допустить чрезмерного нагрева системы покрытие-основа
[1].
На рисунке 2 представлены результаты
экспериментальных исследований по нанесению
вольфрама и керамики на стальные и алюминиевые подложки до отслоения
покрытия с охлаждением и без охлаждения подложки. Напыление производили на
образцы размером 25×30×2 мм.
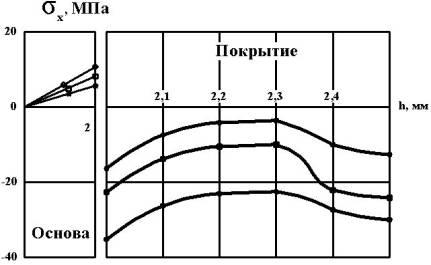
Рисунок 1 – Распределение остаточных напряжений в покрытии NiCr на стали:
○ – без охлаждения; □ –
сдув струи; * – сдув струи и охлаждение водой
Анализ полученных результатов показывает, что во
всех сочетаниях материалов покрытия и основы использование охлаждения подложки
приводит к повышению прочности сцепления покрытий с основой и возможности
наращивания покрытий до отслаивания на 20…30% более толстых, чем без
охлаждения.
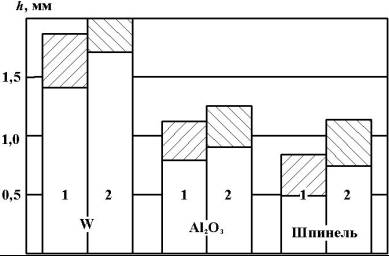
Рисунок 2 – Максимальная толщина покрытия до отслаивания с охлаждением подложки (2) и без (1) при напылении на стальные и алюминиевые подложки
Снижение уровня остаточных напряжений на границе
покрытия с основой при предварительном нагреве подложки объясняется тем, что
при напылении, например, керамики на сталь в частицах формируются растягивающие
напряжения, если подложка холодная [2, 3]. При нагреве подложки растягивающие
напряжения уменьшаются и могут перейти в сжимающие. Таким образом, между
температурой напыляемых частиц и подогревом подложки существует оптимальное
соотношение, которое следует учитывать при напылении покрытий повышенной
прочности.
На рисунках 3 и 4 представлены экспериментальные
данные прочности сцепления с основой и численные значения остаточных напряжений
в зависимости от температуры предварительного нагрева подложки. В качестве
параметра, характеризующего уровень остаточных напряжений, в численных расчетах
принято среднее значение по модулю напряжений в покрытии. Результаты анализа
проведенных расчетов остаточных напряжений показывают, что в общем случае
предварительный нагрев подложки ведет к повышению уровня остаточных напряжений
в покрытии.
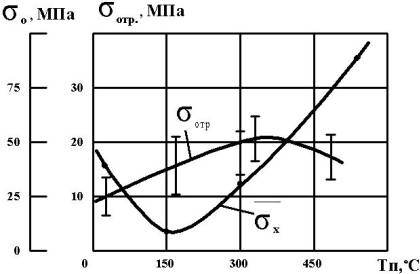
Рисунок 3 – Зависимость остаточных напряжений, рассчитанных численно, и
экспериментальных значений прочности сцепления покрытия из вольфрама на
алюминиевой основе от температуры подогрева подложки
Однако, если КЛР основы намного больше КЛР
покрытия, как, например, при напылении керамики на металл или W
и Mo
на алюминий, невысокий подогрев подложки в пределах 100…150°С обеспечивает
минимум остаточных напряжений на границе покрытия с основой. В этом случае
оптимальная температура, обеспечивающая максимум прочности сцепления покрытия с
основой, в два раза больше, как это показано на рисунке 4.
Повышение температуры предварительного нагрева
подложки способствует улучшению условий образования адгезионной связи покрытия
с основой. Однако рост остаточных напряжений ограничивает ее величину.
Использование предварительного нагрева подложки позволяет повысить прочность
покрытий из материала ПГ-19М-01 на стали и латуни, а также вольфрама на
алюминии в 1,5…2 раза по сравнению с прочностью сцепления покрытий, напыленных
без предварительного нагрева основы.
а) б)
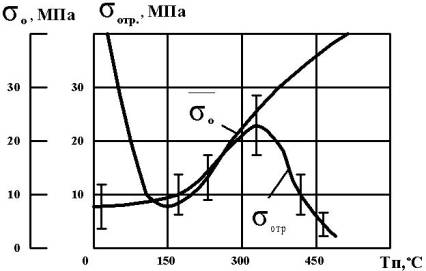
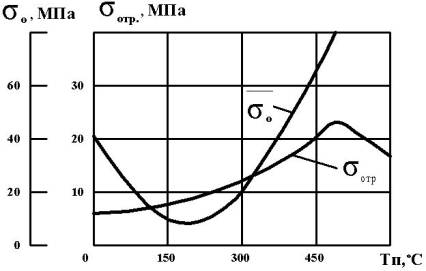
Рисунок 4 – Зависимость остаточных напряжений, рассчитанных численно, и
экспериментальных значений прочности сцепления покрытия из ПГ-19М-01 с основой от температуры подогрева подложки: а) стальная основа; б)
основа латунь
Одним из способов снижения остаточных напряжений
в покрытиях является термическая обработка, при которой осуществляется нагрев
деталей с покрытиями до температуры, величина которой не превышает температуры
плавления материала детали с последующей выдержкой в таком состоянии в течение
определенного интервала времени [4, 5]. В большинстве случаев термообработка
проводится при высоких температурах и длительное время. В данном разделе предложен
способ, не требующий высоких температур и длительного времени выдержки.
Остаточные напряжения наиболее опасны на границе
раздела покрытия и основы и по величине не могут превосходить наименьшего из
пределов текучести основы и покрытия. Согласно термомеханическому способу
уменьшения остаточных напряжений [6], на эти напряжения можно наложить упругие
температурные напряжения, которые при взаимодействии с имеющимися в покрытии и
основе остаточными напряжениями приводят к пластической деформации. Наведение
термоупругих напряжений возможно путем нагрева системы покрытие-основа [7]. При
этом нагрев необходимо проводить до температуры, при которой из-за разницы в
коэффициентах линейного расширения в пограничных слоях между покрытием и
основой возрастающие внутренние напряжения могут превысить предел текучести
основы или покрытия. Тогда в материале, где внутренние напряжения превышают
предел текучести, произойдут пластические деформации. После снятия поля
температурных напряжений образуется новое поле остаточных напряжений с меньшим
уровнем на границе покрытия и основы (рисунок 5).
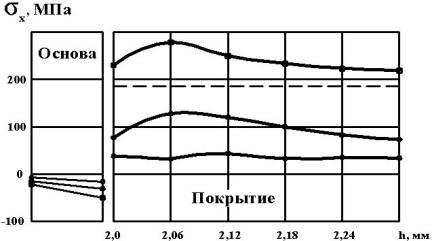
Рисунок 5 – Наложение
термоупругих напряжений при напылении W на Al:
○ – исходное
состояние остаточных напряжений; □ – температурные напряжения;
* – конечное состояние остаточных напряжений
Положительный эффект снижения уровня остаточных
напряжений возможен при наложении термоупругих напряжений (ТН), если при
нагреве остаточные напряжения возрастают и превышают предел текучести. Если при
нагреве происходит разгрузка остаточных напряжений, то наложение термоупругих
напряжений приведет к повышению остаточных напряжений.
На рисунке 6 показано влияние циклического
нагрева до 300°С покрытия Аl2O3 и стальной основы на
прочность сцепления. Из рисунка видно, что наложение одного цикла термоупругих
напряжений привело к повышению прочности керамического покрытия на стальной
подложке в 1,4…1,8 раза.
Учитывая снижение остаточных напряжений в
покрытии при наложении термоупругих напряжений, нами проведено напыление
покрытия повышенной толщины из вольфрама на алюминиевую подложку (рисунок 7).
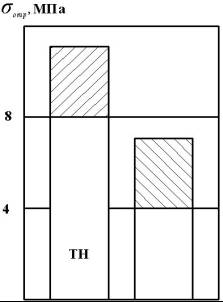
Рисунок 6 – Влияние наложения термоупругих напряжений (TH) в стальной подложке на прочность сцепления покрытия Al2O3
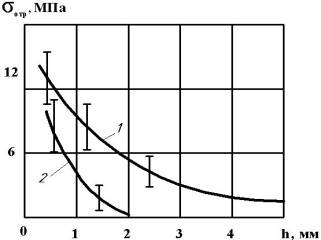
Рисунок 7 – Зависимость прочности сцепления покрытия из вольфрама на алюминии от
толщины покрытия: 1 – при наложении термоупругих напряжений;
2 – без наложения термоупругих напряжений
Процесс плазменного напыления покрытия был
разбит на этапы, в течение первого из которых наносился слой толщиной ![]() = 0,4…0,5 мм по
обычной технологии с охлаждением подложки. Проведение следующих этапов
сопровождалось контролем температуры подложки алюмелевой термопарой.
= 0,4…0,5 мм по
обычной технологии с охлаждением подложки. Проведение следующих этапов
сопровождалось контролем температуры подложки алюмелевой термопарой.
При достижении температуры 300°С напыление
прекращалось и подложка с покрытием охлаждалась в ванне с водой до температуры
окружающей среды. Затем процесс наращивания слоев покрытия повторялся. Таким способом
удается напылить вольфрам на алюминии практически неограниченней толщины, в то
время как при обычном способе напыления с интенсивным охлаждением подложки
гарантированного покрытия получить толщиной ![]() > 1,5 мм не
удавалось (см. рис. 3). Наложение подслоя с промежуточными значениями
теплофизических характеристик по отношению к характеристикам материалов
покрытия и основы приводит к снижению уровня остаточных напряжений в покрытии и
соответственно к повышению прочности сцепления покрытия с основой, как это
видно из рисунка 8.
> 1,5 мм не
удавалось (см. рис. 3). Наложение подслоя с промежуточными значениями
теплофизических характеристик по отношению к характеристикам материалов
покрытия и основы приводит к снижению уровня остаточных напряжений в покрытии и
соответственно к повышению прочности сцепления покрытия с основой, как это
видно из рисунка 8.
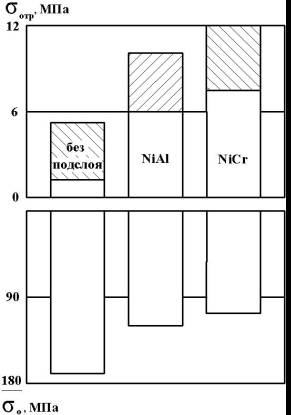
Рисунок 8 – Влияние материала подслоя толщиной 0,1 мм на прочность сцепления
покрытий из Al2O3 на алюминии
Однако в ряде случаев такого соответствия не
наблюдается из-за влияния на прочность сцепления химического, диффузионного и
других видов взаимодействия материалов покрытия и основы, в результате которого
связи покрытия с основой или усиливаются или ослабляются. При напылении подслоя
наблюдается оптимальная его толщина, при которой уровень остаточных напряжений в
покрытии минимален (рисунок 9).
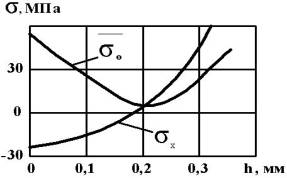
Рисунок 9 – Влияние толщины подслоя из NiCr на уровень остаточных
напряжений в покрытии Al2O3 на стали
Результаты анализа влияния различных параметров
процесса напыления на остаточные напряжения и прочность сцепления покрытий
показывают, что разработанная модель напряженно-деформированного состояния
системы покрытие-основа позволяет определить оптимальные значения таких
параметров, как интенсивность охлаждения подложки ![]() , толщина подслоя
, толщина подслоя ![]() , температура нагрева напыленного покрытия
, температура нагрева напыленного покрытия ![]() при наложении
термоупругих напряжений, при которых снижение остаточных напряжений
сопровождается повышением прочности сцепления.
при наложении
термоупругих напряжений, при которых снижение остаточных напряжений
сопровождается повышением прочности сцепления.
Выводы:
1. Применение интенсивного охлаждения напыляемой
поверхности водой путем ее
разбрызгивания способствует повышению прочности покрытий по сравнению с
охлаждением струей сжатого воздуха на 20…30% за счет перераспределения
остаточных напряжений (уменьшением их на границе покрытия с основой и
увеличением в поверхностных слоях). Предварительный нагрев стальной основы до
температуры 320°С превышает прочность сцепления
покрытия ПГ-19М-01 в 1,5…2 раза. Наложение термоупругих напряжений на систему
покрытие-основа путем нагрева позволило получить покрытия из W на алюминиевом
сплаве без подслоя
практически неограниченной толщины.
2. Установлено, что снижение уровня остаточных
напряжений при их регулировании однозначно соответствует повышению прочности
сцепления покрытия лишь при постоянстве среднемассовой температуры частиц в
процессе напыления. При этом режимы напыления (ток, расход и состав
плазмообразующего газа) определяются из условия обеспечения среднемассовой
температуры частиц, соответствующей максимуму прочности сцепления или заданной
пористости. Регулирование остаточными напряжениями в системе покрытие-основа
возможно управлением расхода наносимого материала, скоростью перемещения
плазмотрона, а также предварительным нагревом подложки и ее охлаждением.
Список использованных источников:
1. Marayama Yuzo, Takeuchi Hiroaki, Mitsuda Shoichi,
Ueda Shigetomo. Kindzoky hemen
gidzyuzy // J. Metal
Finish Soc. Jap.
– 1987. – №1. – P.
576 – 581.
2.
Газотермическое
напыление / кол. авторов; под общей ред. Л.Х. Балдаева. – М.: Маркет ДС, 2007. – 344 с.
3. Кулик
А.Я. Остаточные
напряжения в оксидных плазменных покрытиях / А.Я. Кулик, Е.А. Шаронов, А.Ю.
Мезерницкий // Теория и практика газотермического нанесения покрытий. – Рига:
Зинатне, 1980. – Том 2. – С. 12 – 16.
4.
Глинский М.А.
Разработка САЕ-системы проектирования технологических процессов упрочнения и
восстановления деталей машин с использованием плазменных методов / М.А.
Глинский, А.Ф. Пузряков, И.Н.
Кравченко // Технология машиностроения. – 2012. – № 2. – С. 55 – 59.
5. Bertram W., Schemmer M. Haftfestigkeit von Metallschichten auf
Stahlen bei statischer und wechseinder Beanspruchung // Z. Werkstofftechn. –
1985. – №1. – P. 1 – 12.
6. Антонов
А.А.
Регулирование остаточных сварочных напряжений путем наведения термоупругих
напряжений / А.А. Антонов // Физика и химия обработки материалов. – 1991. – №
1. – С. 121 – 124.
7. Кравченко
И.Н.
Методика обоснования процесса перераспределения остаточных напряжений в
наплавленных покрытиях путем их нагрева и охлаждения / И.Н. Кравченко, Е.В.
Панкратова, А.В. Шиян // Механизация строительства. – 2011. – № 10. – С. 13 –
16.