технические науки/ 8. Обработка материалов в машиностроении
К.т.н., Гончаров В.С., аспирант Васильев
Е.В.
Тольяттинский государственный университет
Жаростойкие иттрий-содержащие покрытия
Максимальные рабочие температуры традиционных жаропрочных никелевых
сплавов для лопаток газотурбинных двигателей не превышают 1000-1100°С [1]. При дальнейшем повышении рабочих температур до
1100-1200°С наряду с никелевыми сплавами [4, 5, 6, 7] могли бы использоваться жаропрочные и жаростойкие
сплавы на основе хрома [2, 3], если преодолеть ряд негативных факторов,
затрудняющих их применение.
Хромовые сплавы обладают повышенной жаростойкостью при 1050-1100°С и сравнительно небольшим удельным весом (~7.2 г/см3) [2], однако они характеризуются повышенной хрупкостью при температурах ниже 300–350°С [3] (150°С для нелегированного рекристализованного хрома промышленной чистоты [8]), особенно в рекристаллизованном состоянии, что определяет их низкую технологическую пластичность и высокую чувствительность к различным дефектам (надрезам, микротрещинам и т.п.). Кроме того, в процессе длительных нагревов при высоких температурах жаропрочные хромовые сплавы склонны к поглощению азота, что также отрицательно сказывается на их низкотемпературной пластичности [8]. Наиболее перспективными считаются такие хромовые сплавы, как, ВХ2, ВХ1И, ВХ4 [2], ВХ2К [3].
Для повышения жаростойкости данных сплавов широко применяют
различные методы поверхностного осаждения покрытий, в частности, на основе
иттрия [3]. С целью повышения
качества жаростойких покрытий в данной работе был проведен ряд экспериментов по
определению влияния основных технологических параметров процесса ионно-плазменного
нанесения покрытия системы Y-Сr-О на структуру и свойства получаемого слоя.
В качестве материала подложки для нанесения покрытий использовался
сплав хрома ВХ2К, содержание основных легирующих элементов в котором приведено
в табл. 1.
Табл. 1. Химический состав сплава ВХ2К.
|
Содержание элементов, массовых % |
|||||||
|
Cr |
La |
V |
Y |
Zr |
Mn |
W |
Остальные |
|
98.753 |
0.17 |
0.7 |
0.004 |
0.025 |
0.006 |
0.002 |
0.34 |
Покрытия наносились на стандартной вакуумно-дуговой установке ННВ-6.6-И1.
Осаждение производилось на подложки 50х10х2 мм. После механического шлифования,
полирования, обезжиривания и промывки в ультразвуковой ванне образцы помещали в
вакуумную камеру, которую затем откачивали паромасляным насосом. Перед
нанесением покрытий производили ионную очистку ионами хрома при отрицательном потенциале подложки 700 В,
токе дуги 50-70 А и температуре подложки 450-500°С. Температуру контролировали
пирометром "Смотрич 4П-03" и поддерживали на заданном уровне. Образцы
с напыленными покрытиями исследовали металлографически на микроскопе «Неофот-2». Ошибка в измерениях соответствует стандартным отклонениям
и не превышает 5-10%.
РЕЗУЛЬТАТЫ
Ранее было установлено, что при ионно-плазменном методе нанесения покрытий
100%-го синтеза хромита иттрия не происходит [3]. Следовательно, при проведении
дополнительных высокотемпературных отжигов протекание фазовых реакции будет неизбежным,
что в свою очередь может приводить к объемным изменениям в покрытии и
образованию вторичных дефектов.
Для изучения данных изменений получены два типа покрытий – YCr (напыление Y+Cr в вакууме) и слоистое YCr+YCrO3+Cr2O3 (послойное осаждение Y+Cr в
вакууме, Y+Cr в кислороде, Cr
в кислороде) После нанесения
покрытий образцы отжигали в атмосфере технического аргона и фиксировали
состояние поверхности (рис. 1, 2).
|
а |
б |
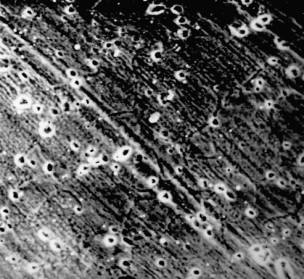
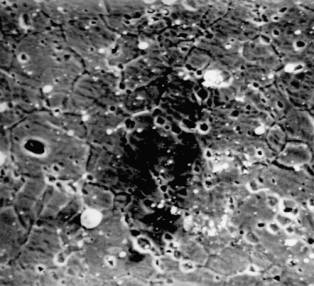
Рис. 1. Микроструктура покрытия YCr: а - после напыления; б - после формирующего отжига в аргоне при
1300°С в течение 2 ч. Увеличение х340.
|
а |
б |
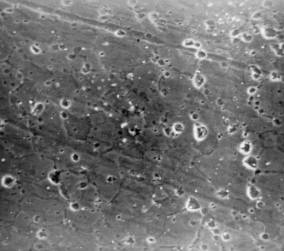
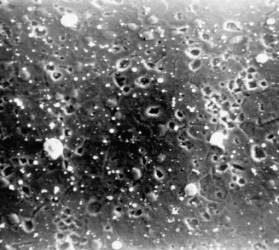
Рис. 2. Микроструктура покрытия YCr+YCrO3+Cr2O3: а - после
напыления; б - после формирующего отжига в аргоне при 1300°С в течение 2 ч.
Увеличение х340.
После напыления данных покрытий пористость составляла: 4.1% для YCr и 3.7%
для YCr+YCrO3+Cr2O3. После формирующего отжига соответственно 3.1 и
5.5%. Поскольку в первом случае образование YCrO3
практически отсутствовало, а преимущественно формировался оксид хрома (за счет
остаточного кислорода в атмосфере камеры при напылении), пористость покрытия
понизилась. Во втором случае формирование хромита стало ощутимым, а пористость
соответственно повысилась, что позволяет заключить правомерность полученных
предположений.
Аналогичные эксперименты были поставлены для анализа влияния режимов
формирующего отжига на структурные характеристики покрытий двух принципиально
различных типов: Cr2O3+Y2O3 (послойное осаждение Cr в атмосфере кислорода и Y в
атмосфере кислорода) и YCr+YCrO3
(послойное осаждение Y+Cr в вакууме и Y+Cr в атмосфере кислорода) Трансформация данных покрытий при
отжиге в аргоне протекает
различно. Для покрытия Cr2O3+Y2O3 с ростом температуры
отжига более выражена коагуляция частиц
верхнего (оксид иттрия) слоя, вследствие чего
затруднительной становится оценка состояния капельной фазы и
пористости. Процесс коагуляции мало заметен после отжига при 1200°С, однако, при 1400°С отдельные участки покрытий имеют 100% коагуляцию. Движущими силами такого процесса может явиться образование хромита иттрия на границе раздела слоев Y2O3 и Cr2O3,
сопровождающиеся уменьшением
объема, образование газообразного оксида Cr2O3, а также дополнительное газонасыщение слоя Y2O3
(в особенности непрореагировавшей капельной фазы). Необходимо отметить, что процессы коагуляции и фрагментации наблюдаются и при высокотемпературном
длительном отжиге
образцов с покрытиями Cr2O3+
Y2O3 в вакууме, рис. 3.
|
а |
б |
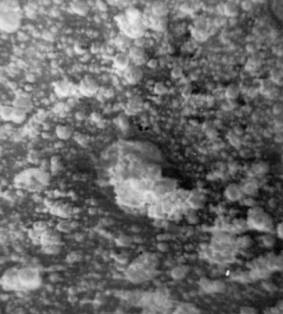
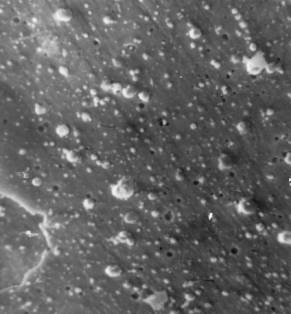
Рис. 3. Микроструктура покрытий после отжига в вакууме при 1200°С в
течение 115 ч: а - Cr2O3+Y2O3; б - YCr+YCrO3.
Увеличение х340.
В отличие от покрытий Cr2O3+Y2O3
покрытия YCr+YCrO3 при формирующем отжиге в аргоне трансформируются
в значительно меньшей степени, причем основное направление изменений - рост пористости и уменьшение
капельной фазы.
Установлено, что покрытия значительно трансформируются в процессе эксплуатационного
отжига. Причем, если слоистые покрытия Cr2O3+Y2O3
претерпевают глубокие коагуляционные изменения, то покрытия YCr+YCrO3 в значительной большей
степени сохраняют свою структуру. Однако, при отжиге на воздухе огрубление
структуры присуще обоим видам покрытий.
В еще большой степени огрубление структуры
свойственно уже в первые часы отжига на воздухе для покрытий, не прошедших
технологических операций формирующего отжига. Аналогичные изменения поверхности
свойственны и хрому без покрытия.
Таким образом, отжиг образцов на
воздухе, сопровождающийся интенсивным газонасыщением поверхности и фазовыми
реакциями, приводит к огрублению структуры покрытия, причем в меньшей степени
данный процесс присущ покрытиям YCr+YCrO3.
Дополнительным источником такого явления может явиться образование
газообразного CrO3, удаление которого с поверхности приводит к изменению
устойчивого состояния YCrO3 и стимулирует протекание дополнительных реакций
за счет активных газов воздуха.
Литература:
4.
Жаропрочный сплав:
пат. 2393260 Рос. Федерация. № 2009114197/02; заявл. 14.04.2009; опубл. 27.06.2010, Бюл. №
18. 6 с.
5.
Жаропрочный
хромоникелевый сплав с аустенитной структурой: пат. 2446223 Рос. Федерация. №
2010142588/02,; заявл. 18.10.2010; опубл. 27.03.2012, Бюл. №
9. 6 с.
6.
Жаропрочный сплав:
пат. 2448194 Рос. Федерация. № 2011114722/02; заявл. 14.04.2011; опубл. 20.04.2012, Бюл. №
11. 7 с.
7.
Сплав на основе
интерметаллида Ni3Al и изделие, выполненное из него: пат. 2484167 Рос.
Федерация. № 2012111657/02; заявл. 27.03.2012; опубл. 10.06.2013, Бюл. №
16. 7 с.
8.
Самсонов Г.В.,
Виницкий И.М. Тугоплавкие соединения: Справочник. – 2-е изд.– М.: Металлургия,
1976. 560 с.