УДК 621.771.07
Скобло Т.С., д.т.н., проф., Сапожков
В.Е., к.т.н.
Харьковский национальный технический
университет
сельского
хозяйства имени Петра Василенко, Украина
ВЛИЯНИЕ
КОМПЛЕКСНОГО МОДИФИЦИРОВАНИЯ V, Се и Са НА СТРУКТУРУ И СВОЙСТВА РЕЛЬСОВОЙ
НИЗКОЛЕГИРОВАННОЙ
СТАЛИ
На металлургическом комбинате «Азовсталь», согласно
стандарта ДСТ 4344-2004, железнодорожные рельсы изготавливают из мартеновской
углеродистой стали эвтектоидного состава марок М76, М76Ф и М76Т (м
-мартеновская; 76-среднее содержание углерода в сотых долях процента)
следующего химического состава, %: 0,71-0,82С; 0,80-1,30Мn; 0,25-0,45Si;
примесей не более: 0,035Р; 0,040S и 0,025А1. В сталях марок М76Ф и М76Т
содержание ванадия и титана составляет соответственно 0,03-0,07% и
0,007-0,0025%.
Рельсы
из данных марок сталей подвергают поверхностной закалке (головка) с индукционного
нагрева токами высокой частоты (ТВЧ) на твердость в пределах341-388НВ. Однако,
несмотря на высокую твердость, в процессе эксплуатации головка рельса
подвергается контактно-усталостным повреждениям в виде выкрашивания и выколов
метала на рабочей и её грани, а также развитию поперечных трещин усталости.
Одной из причин этих повреждений, согласно данным [1,2], является наличие в
стали сегрегированных оксидных включений и прежде всего скоплений глинозема в
виде строчек длинной до 16 мм. Наличие таких включений в металле головки рельса
в местах максимальных касательных напряжений способствует зарождению и развитию
микротрещин усталости [2]. Следует отметить, что отрицательно влияние
сегрегированных включений на эксплуатационную стойкость рельсов будет
возрастать по мере повешения их прочности.
За
рубежом для получения качественной рельсовой стали используют высокоэффективные
способы выплавки и обработки жидкого металла. Так, в ФРГ фирма "Тиссен
Шталь" [3] изготавливает рельсы из кислородно-конвертерной стали. Высокая
степень чистоты по оксидным неметаллическим включениям (НВ) обеспечивается
вакуумным раскислением углерода. Непрерывную разливку осуществляют с защитой
металла от вторичного окисления и проводят электромагнитное перемешивание
жидкого металла.
Практика
эксплуатации рельсов, поверхностно закаленных с нагрева ТВЧ показала, что
наряду с высокой прочностью закаленной головки, шейка и подошва остаются в
незакаленном состоянии. Поэтому в условиях отечественного производства рельсов
из мартеновской стали для повышения их эксплуатационной стойкости требуется
либо увеличение удельного веса этих элементов или же легирование и
микролегирование стали марганцем, хромом и ванадием. Кроме того, необходимо
повысить чистоту рельсовой стали по НВ, и обеспечить их глобуляризацию путем
применения эффективных модификаторов, какими являются церий и кальций.
В
этой связи следует кратко дать оценку влияния каждого легирующего и модифицирующего
элемента на качество рельсовой стали.
Так,
марганец повышает прочность стали за счет того, что значительная часть его растворяется
в феррите. При этом
величина зерна уменьшается, а доля объема перлита возрастает
и снижается межпластиночное расстояние,
а также повышается прокаливаемость. Хром также
повышает прокаливаемость стали и является карбидообразующим элементом. Ванадий
эффективен как раскислитель, так и модификатор
способствующий повышению прочности и мелкозернистости стали за счет образования
карбидов и карбонитридов, которые играют роль упрочняющей фазы, а также
влияют на измельчение зерна аустенита. Церий и кальций повышают вязкие свойства
сталей и способствуют уменьшению НВ и их глобуляризации. Это важно
для увеличения контактной прочности и усталостной выносливости. Поэтому
комплексное модифицирование рельсовой стали ванадием, церием и кальцием,
раскисленной алюминием позволит увеличить пластические и вязкие свойства, а также
сопротивляемость усталостным и хрупким разрушениям. Кроме того, их совместное
применение позволит повысить чистоту стали по НВ и их глобуляризацию, а также
обеспечить минимальное содержание водорода и снизить образование поверхностных
дефектов в процессе производства железнодорожных рельсов.
Целью
данного исследования являлось изучение на опытных рельсовых низколегированных
сталях влияние комплексного модифицирования их ванадием, церием и кальцием,
раскисленных алюминием на величину и характер распределения НВ и степень их глобуляризации
в зависимости от остаточного содержания церия в стали. Кроме того, выполнили
исследование по оценке склонности сталей на рост зерна аустенита, а также
кинетика его распада при непрерывном
охлаждении и в изотермических условиях путем построения термокинетической и изотермической
диаграмм.
Для
исследования было выплавлено шесть составов рельсовых сталей (табл.1). Сталь
выплавляли в 200кг индукционной печи. Сталь плавок 1 и 2 раскисляли
в печи FeMn и FeSi, в ковше сталь плавки 2 - А1 и FeV, FeCe, SiCa. Сталь плавок
3-6 раскисляли в печи FeMn и FeSi;
добавки FeCe и SiCa совместно с А1 и FeV вводили в ковш при его наполнении на
1/3 высоты. Разливку сталей осуществляли сверху в 50-кг изложницы. Слитки
прокатывали на заготовки 42×42.
Изучение
НВ осуществляли петрографическим и металлографическим методами.
Петрографическое
исследование осуществляли на электролитически выделенных осадках НВ в
отраженном и проходящем свете с применением иммерсионного метода.
Металлографическое
исследование НВ производили на отечественном микроскопе "Неофот - 2"
в отраженном, поляризованном свете и темном поле. Оценку загрязненности металла
производили по ГОСТ 1778, а длину
строчечных включений по РТМ 14-11-4-85 (методика УралНИИЧМ).
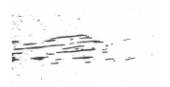
Исследование
показало, что в рельсовой углеродистой стали плавки 1, раскисленной и модифицированной ванадием основную массу НВ
составляют сульфиды железа и марганца (Fe,Мn)S, а также оксиды.
Включения сульфидов располагаются разрозненно и группами в виде строчек
(рис.1,а). Загрязненность стали сульфидами соответствует4-5 баллам. Точечные
оксиды представляют собой корунд (α-А1203) и
глиноземную шпинель (А1204).
В
стали плавок 2 и 3, раскисленных алюминием и модифицированных совместно ванадием,
церием и кальцием с остаточным содержанием ванадия 0,038%, церия 0,020-0,025% и
кальция 0,0020-0,0025% соответственно основную массу НВ составляют мелкие,
слабо деформированные сульфиды и оксисульфиды церия (Ce02+CeS; Се02+СеS3)
овальной, округлой и неправильно округлой формы (см. рис.1,б,в). В
незначительном количестве присутствуют пластичные сульфиды
|
|
|
|
|
а |
б |
|
|
|
|
|
|
в |
г |
|
|
|
|
|
|
д |
е |
|
|
|
|
|
|
ж |
з |
|
|
|
|
|
|
и |
к |
Рис.1 |









железа
и марганца, а также двуокись церия (СеО2). В виде единичных
включений отмечаются образования алюмината церия (СеА1О3). Общая
загрязненность сталей сульфидными включениями составляет 3-2,5 балла, а длина
строчек-0,20 - 0,15 мм (табл. 2).
Таблица 1 Химический состав исследуемых рельсовых
сталей
|
№ плавки |
Содержание элементов, % |
||||||||||
|
С |
Мn |
Si |
Сr |
V |
Се |
Са |
А1 |
Р |
S |
N2* |
|
|
1 |
0,75 |
0,90 |
0,28 |
- |
0,020 |
- |
- |
- |
0,032 |
0,028 |
0,008 |
|
2 |
0,76 |
0,92 |
0,30 |
0,40 |
0,038 |
0,020 |
0,0020 |
0,018 |
0,028 |
0,034 |
0,012 |
|
3 |
0,76 |
0,95 |
0,32 |
0,54 |
0,038 |
0,025 |
0,0025 |
0,022 |
0.030 |
0,035 |
0,0110 |
|
4 |
0,78 |
1,05 |
0,54 |
0,52 |
0,050 |
0,035 |
0,0025 |
0,025 |
0,028 |
0,032 |
0,010 |
|
5 |
0,88 |
0,98 |
0,44 |
0,62 |
0,048 |
0,040 |
0,0025 |
0,022 |
0,028 |
0,028 |
0.012 |
|
6 |
0,88 |
0,96 |
0,45 |
0,64 |
0,050 |
0,045 |
0,0025 |
0,024 |
0.030 |
0,030 |
0.012 |
Причитание:*
остаточное содержание. Специально не вводили.
Таблица 2 Характер
неметаллических включений исследуемых
рельсовых сталей
|
№ плавки |
Содержание церия |
Неметаллические включения |
|||||
|
сульфиды, балл |
сульфиды, длина,
мм |
оксиды, балл |
оксиды, длина, мм |
сложные окислы |
|||
|
хрупкоразрушенные,
мм |
недеформированные,
мм |
||||||
|
1 |
- |
4-5 |
0,9-1,1 |
3-4 |
0,80 |
|
|
|
2 |
0,020 |
3 |
0,20 |
2 |
0,20 |
0,20 |
0.06 |
|
3 |
0,025 |
2,5 |
0,15 |
2,5 |
0,15 |
0,35 |
0,05 |
|
4 |
0,035 |
2,0 |
0,12 |
3 |
0,12 |
0,45 |
0.06 |
|
5 |
0,040 |
1,5 |
0,08 |
4 |
1,5 |
1,8 |
0,08 |
|
6 |
0,045 |
1,5 |
0,07 |
>4 |
2,0 |
2,1 |
0.09 |
В
стали плавки 4, содержание 0,035% церия и 0,0025% кальция, основной минеральной
составляющей являются структурно-неоднородные окисульфиды церия, глобулярной,
реже овальной формы. В стали присутствует церий содержащие включения. В
незначительном количестве наблюдаются кристаллы и агрегатные скопления
алюмината церия. Общая загрязненность стали сульфидными включениями уменьшается
с 2,5 балла для стали плавки 3 до 2 балла, а длина строчек с 0,15 до 0,12 мм.
Следует
отметить, что с увеличением содержания церия в стали количество и размер
сульфидов и оксидов церия возрастают, особенно при содержании церия более
0,035% и они приобретают хлопьевидную форму (см. рис.1,г,д).
В
исследуемых сталях, модифицированных церием, наблюдаются сложные хрупкоразрушенные
оксиды (см. рис.1,е), а также
структурно-неоднородные включения оксидов (см. рис.1,ж,з).
Оксидная
фаза представлена гетерогенными включениями глобулярной формы, состоящими из
фаз серого цвета различных оттенков, в состав которых входят полутораоксид церия
Се2Оз и круглые CeSi-содержащие образования. В темном поле зрения
эти включения имеют характерный рубиново-красный или темно-красный цвет.
Исследование
микроструктуры НВ с применением специального травления (1%-ный раствор азотного
серебра с добавлением 5 мл раствора желатина, 5 мл глицерина и 20 мл серной
кислоты) показало, что сложные оксидные включения структурно не однородны, где
одна из фаз, состоящая из соединений церия, сохраняется после травления, а
сульфидная фаза растравливается с образованием ореолов (см. рис.1,к,л).
Таким
образом, комплексное модифицирование рельсовой стали ванадием, церием и
кальцием, предварительно раскисленной алюминш способствовало уменьшению ее
загрязненности сульфидными включениями ~ в 2 раза и обеспечило глобуляризацию НВ,
представленных оксисульфидами церия, полутораоксидом и алюминатом церия. Их
форма стала округлой или овально-округлой. В контрольной углеродистой стали,
раскисленной одним алюминием наблюдаются в основном сульфиды железа и марганца
вытянутой и овально-вытянутой формы, много зерен корунда и кристаллов шпинели,
склонных к образованию в металле строчек. Кроме того, снизилось содержание
кислорода с 0,0084% в контрольной углеродистой стали до 0,0055%. В опытных
сталях повысились прочностные, пластические и вязкие свойства металла. Наиболее
оптимальным содержанием церия в рельсовой стали следует считать наличие его в
пределах 0,020 - 0,030% при содержании кальция 0,0020 - 0,0025%.
Исследованием
фазового состава карбидов показано, что карбидная фаза представлена цементитом
и определяется содержанием марганца, хрома и ванадия, введенными в сталь при
легировании, раскислении и модифицировании. Общее количество карбидной фазы
примерно одинаковое и составляет 13,1-12,4%. При этом ванадий, в основном,
находится в карбидной фазе (VC) в количестве 0,028-0,030%, остальной - в
твердом растворе в пределах 0,0025 - 0,0035% и растворенном цементите в
количестве 0,03-0,035%. Церий находится в связанном виде в основном в
оксисульфидной фазе.
Структура
металла исследуемых плавок представляет собой перлит различной степени
дисперсности. Перлитные зерна имеют сорбитообразное
строение, а в отдельных местах тонко- и мелкопластинчатое с межпластиночным
расстоянием от 0,5 до 0,8мкм, в то время как в контрольной углеродистой стали
от 1 до 1,2мкм (грубопластинчатый
перлит).
Механические
свойства опытных низколегированных сталей плавок 2-6 находятся в пределах:
σв=1020-1080Н/мм2; δ5=6,5-9,8%;
ψ=7,5-12,8%; КСU=15,5Дж/см2.
Опытные
низколегированные стали 2-6 имеют
достаточно высокую прокаливаемость от 16 до 20 мм при твердости 55 HRC, в то
время как в контрольной углеродистой стали она не превышает 5-6 мм при твердости 55 HRC.
Оценка
склонности опытных рельсовых низколегированных сталей к росту зерна аустенита при нагреве образцов до высокой
температуры (10500С) показало,
что практически все исследуемые стали плавок 2-6
комплексномодифицированные ванадием, церием и кальцием и раскисленные алюминием
имеют практически одинаковую склонность к росту зерен аустенита при нагреве до
температуры 950°С за исключением контрольной углеродистой стали плавки 1,
раскисленной одним ванадием. Величина зерна аустенита сталей плавок 2-6 соответствует в основном 9 баллу,
изредка-8 баллу, в то время как в контрольной стали зерно аустенита равно 7
баллу. С дальнейшим повешением
температуры нагрева образцов характер склонности стали к росту зерна аустенита
сохраняется на том же уровне.
Влияние
комплексного модифицирования стали на рост зерна аустенита исследовали в
эмиссионном микроскопе при нагреве в интервале температур 850- 1050°С.
Из
рис. 2 видно, что в низколегированной стали плавки 4 по границам зерен
аустенита располагается множество ярких светящихся точечных выделений с наличием
внутри них дендритных образований (см. рис.2,а).
В контрольной углеродистой
стали плавки 1 наблюдаются яркие образования игольчатой формы, расположенные
как внутри, так и по их границам (см. рис.2 б).
Для
выяснения поведения формы выделения и распределения фаз проведено исследование
с помощью термоэлектронной эмиссии. Исследование показало, что выдержка
образцов при температуре 800 - 850°С привело к росту ярких
дендритоподобных образований, укрупнение которых происходит прежде всего по
границам зерен (см. рис.2,а). При нагреве до 1050°С наблюдается растворение
ярких выделений и рост зерна аустенита, причем в стали плавки 4 оно увеличилось
в меньшей мере, чем в стали плавок 1. Дальнейшее охлаждение стали плавки 4 до
температуры 800-850°С привело к выделению ярких точечных частиц, в основном
внутри зерна (см. рис.2,а). При охлаждении контрольной стали плавки происходит
выделение незначительного количества ярких частиц, располагающихся внутри зерна
(см. рис.2,а).
|
|
|||
|
|
|||
|
начало нагрева 800-850°С |
выдержка при 800-850°С |
повторный нагрев выше 1000-1050°С |
охлаждение до 800-850°С |

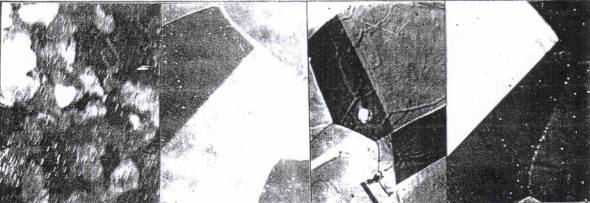
Рис. 2
Известно,
что нитриды, карбонитриды и карбиды обладают низкой работой выхода электродов,
о чем свидетельствуют яркие частицы. Следовательно, в комплексномодифицированной
ванадием, церием и кальцием, раскисленной алюминием
стали 4 при наличии остаточного азота мелкодисперсные выделения, согласно
данным [4,5], можно их идентифицировать, как нитриды алюминия (A1N) и
карбонитриды ванадия V(С,N). В стали плавки 1, модифицированной одним ванадием,
при наличии остаточного азота образуются карбонитриды ванадия [4,6], которые
начинают растворяться в аустените уже при температуре 930-950°С и аустенитное
зерно интенсивно растет.
Таким
образом, малая склонность к росту зерна аустенита опытных низколегированих
рельсовых сталей плавок 2-6,
комплексно модифицированных ванадием, церием и кальцием и, раскисленных
алюминием, объясняется наличием карбидов и карбонитридов ванадия,
соответственно VС и V(С,N), а
также цериевой фазы. Растворимость этих фаз происходит при температуре
930-950°С. Нитриды алюминия (А1,N) растворяются при температуре 1000 - 1050°С.
Для
определения технологических параметров термообработки исследовали кинетику
распада аустенита низколегированной стали плавки 4 при непрерывном охлаждении в
изотермических условиях с построением термокинетической и изотермической диаграмм
по методике [7].
На
основе дилатометрических исследований были определены: критические точки стали
при нагреве до температуры 900°С (Ас1 и Ас3) и
охлаждении со скоростью 3°С/мин (Аr3 и Ar1), а также начало мартенситного
превращения (Мн), которые составили: Ас1=740°С;
Ас3=780°С; Аr3=700°С;
Ar1=670°С; и Мн =260°С.
Из
рис. 3 видно, что сталь данного состава (плавка 4) характеризуется наличием
двух четко выраженных областей превращения: перлитной, располагающейся в
интервале температур 700-500°С и мартенситной при температуре 260°С. Следует
отметить, что перлитная область при температуре ниже 500°С переходит в нечетко
выраженную бейнитную, заканчивающуюся ~ при 340°С. Данная область превращения
аустенита при дилатометрическом методе исследования четко не выявляется и не
разграничивается, поэтому она построена на основании металлографического
исследования образующейся структуры. Твердость образцов обозначена областью
ограниченной пунктирными линиями.
|
|
|
|
а |
б |
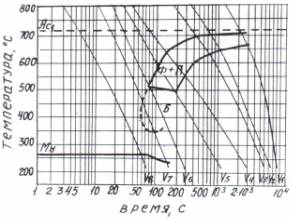
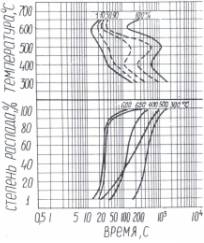
Рис.3
На
термокинетическую диаграмму превращения аустенита были наложены кривые охлаждения
дилатометрических образцов (V1-V8),
записанных при скоростях охлаждения V1=0,5;V2=1,2;V3=2,8;
V4=3,2; V5=3,8; V6=5,2; V7=7,2; V8=9,8°C/c.
Из
термокинетической диаграммы видно (см. рис.3,а),
что при скоростях охлаждения 0,5-5,2(V1-V6) аустенит
распадается с образованием перлитной структуры различной степени дисперсности от пластинчатого перлита до троостита с
твердостью соответственно 20 и 40HRC. При скорости охлаждения образцов 7,2°С/с (V7) образуется смешанная структура,
состоящая из высокодисперсного перлита (троостита) и участков верхнего бейнита.
С дальнейшим увелечением^ скорость охлаждения образцов более 7,2° С/с (V7),
преобладающий является структура промежуточного превращения от верхнего до
нижнего бейнита, а со скоростью выше 9,8°С/с (V8) образуется
мартенситная структура.
Таким
образом, с увеличением скорости охлаждения дилатометрических образцов от 0,5 до 5,2°С/с
(V1-V6) начало аустенито-перлитного превращения смещается
к более низким температурам начиная от 700 до 500°С, при этом увеличивается
дисперсность перлитной структуры и твердость возрастает от 28 до 40HRC. С
дальнейшим увеличением скорости охлаждения аустенитное превращение смещается к
более низким температурам с образованием бейнитной и мартенситной структуры.
На
рис. 3,б показана диаграмма изотермического превращения аустенита из которой
видно, что имеется один явно выраженный минимум его устойчивости при
температуре 600°С, где распад начинается через 15с, а
заканчивается спустя 150°С. Второй неявно выраженный минимум устойчивости
аустенита соответствует температуре 400 - 380°С при этом распад происходит
медленнее, чем в первой области и составляет 600с. Начиная с температуры 500°С,
перлит переходит в структуру верхнего бейнита. С нижней температуры
изотермической выдержки аустенита до 350°С образуется структура нижнего
бейнита.
На
основе исследования распада аустенита и построенных диаграмм можно заключить,
что для получения дисперсной и однородной структуры металла закаленного
слоя головки рельсов из низколегированной стали, охлаждение, например,
водовоздушной смесью, как это принято в промышленных условиях, необходимо
заканчивать при температуре не ниже 500° С, т.к. при более низкой температуре
окончания охлаждения образуется смешанная структура, состоящая из высокопрочного
перлита и участков бейнита, что не отвечает требованиям технических условий
стандарт ДСТУ 4344 - 2004. Можно предположить что образование этих структур
является результатом влияния легирующих элементов.
Поэтому
следует рассмотреть влияние основных легирующих элементов на структурообразование.
Так,
марганец в рельсовой стали частично находиться в цементите и образует карбид
типа (Fe,Мn)3С,
который практически полностью растворяется при температуре ~ 950°С (рабочая
температура нагрева головки рельса ТВЧ в промышленных условиях) и способствует
появлению промежуточного превращения, даже при малых скоростях охлаждения.
Особенно это проявляется в рельсовой стали при содержании его свыше 1%. В
технологическом отношении он увеличивает прокаливаемость и закаливаемость
рельсовой стали. Данный эффект усиливается при совместном содержании в стали
марганца и хрома. При этом в большей мере увеличиваться устойчивость аустенита
и происходит смещение области аустенито- перлитного превращения к более низким
температурам. Это приводит к образованию в структуре закаленного слоя головки
рельсов не только высокодисперсного перлита, но и бейнита, а иногда и мартенсита,
что не допускается действующей нормативной документацией.
Что
касается ванадия в опытных рельсовых сталях в отмеченном количестве
(0,02-0,05%), то он не оказывает влияния на положение критических точек и кинематику
распада аустенита но способствует измельчению зерна аустенита и в достаточной
мере препятствует его росту до температуры ~ 950°С за счет образования карбидов
и карбонитридов (VC и V(С,N)).
При
традиционном способе микролегирования рельсовой стали, феррованадий вводят в
ванну печи в конце плавки или в ковш при выпуске стали. Согласно данным [8],
представляется перспективным применение эффективного способа микролегирования
стали ванадием путем использования золы от сжигания в топках ГРЭС сернистого
мазута. Микролегирование стали феррованадием и прямое легирование в печи
зольными отходами ГРЭС обеспечивает получение металла с примерно одинаковыми
качественными показателями по сравнению с легированием стали феррованадием. При
этом степень извлечения ванадия составляет 70-98%, а расходы на легирование
сокращаются в 5-10 раз, а также
исключается возможность перехода серы в жидкий металл и загрязнение окружающей
среды [8].
Авторами
работы [9] было установлено, что влияние ванадия на механические свойства
рельсовой стали проявляются уже при содержании его 0,01%. При его концентрации
до 0,07% повышается предел прочности металла в горячекатаном состоянии ~ на
90Н/мм2. Исследованиями установлено, что наиболее оптимальным
содержанием ванадия в рельсовой стали является его наличие в пределах
0,03-0,07%.
В
последние годы в мировой практике интенсивное
развитие получает технология ввода
рафинирующих, модифицирующих и легирующих материалов в порошкообразном виде,
что обеспечивает повышение качества стали и улучшение технико-экономических
показателей производства.
Так,
в работе [10] отмечается, что опробована технология микролегирования и модифицирования
стали путем ввода в промежуточный ковш порошковой проволоки с наполнителями из
силикокальция, а также смеси силикокальция, редкоземельных металлов и титановой
губки. Как отмечается в работе такая обработка стали приводит к глoбyляpизaции
неметаллических включений.
Проведенные
исследования по выявлению влияния комплексного модифицирования на величину и
характер неметаллических включений и степень их глобуляризации в
зависимости от содержания церия, а также кинетику распада аустенита опытной
низколегированной стали были положены в основу режима термообработки с нагрева
ТВЧ заготовок размером 42x42x1500мм.
Термообработку заготовки из сталей плавок 1 и 3
осуществляли на специальной лабораторной закалочной установке, обеспечивающей
нагрев ТВЧ частотой 2500 Гц, охлаждение водовоздушной смесью, с формированием
зоны самоотпуска охлаждения водой (табл. 3).
Таблица 3. Свойства металла
закаленного слоя
|
№ плавки |
Механические свойства |
Ударная вязкость КСU, Дж/см2 |
Глубина закаленного слоя, мм |
Параметры конструкционной прочности, Н/мм2 |
|||||
|
Н/мм2 |
% |
||||||||
|
σв |
σ0,2 |
δ5 |
ψ |
по оси |
на выкружках |
σк* |
σ0,1** |
||
|
1 |
1315 |
1115 |
8,7 |
27,5 |
28,5 |
12 |
14 |
3500 |
355 |
|
2 |
1380 |
1180 |
9,8 |
325 |
35,5 |
16 |
18-20 |
3820 |
390 |
Примечание: σк* -
предел контактной выносливости; σ0,1** - предел
усталости
Из
табл. 3 видно, что по всем показателям механических свойств, глубине
закаленного слоя и параметрам конструкционной прочности опытная хромистая сталь
плавки 3, комплексно модифицированная ванадием, церием, кальцием и раскисленная
алюминием имеет значительное преимущество по сравнению с контрольной
углеродистой сталью плавки 1. В стали плавки
3, легированние хромом (0,54%) и модифицирование ванадием (0,038%), церием
(0,025%) и кальцием (0,0025%) после закалки с нагрева ТВЧ способствовало
увеличению не только механических свойств, но и глубины закаленного слоя на 4-6
мм, а также параметров конструкционной прочности (σк и σ0,1) ~ на 10% по сравнению с
контрольной углеродистой сталью. Полученные положительное результаты
проведенных исследований дают основание рекомендовать производство рельсов из
такой хромистой стали, комплексномодифицированной ванадием, церием и кальцием,
предварительно раскисленной алюминием.
Выводы
1.
Комплексное модифицирование углеродистых и
низколегированных рельсовых сталей ванадием, церием и кальцием, предварительно
раскисленных алюминием с остаточным содержанием их в пределах соответственно
0,038-0,050%; 0,020-0,045%; 0,0020-0,0025% и 0,018-0,025%. Это способствовало
изменению состава, формы и характера неметаллических включений, состоящих из
сульфидов и оксисульфидов церия округлой и овально-округлой формы от 3 до 1,5
балла и длиной строчек от 0,20 до 0,07мм по сравнению с контрольной углеродистой
рельсовой сталью, модифицированной одним ванадием, где образуется преимущественно
сульфиды железа и марганца 4-5 балла с длинной строчек 0,8-1,1мм.
Показано,
что увеличение остаточного содержания церия в стали, начиная с 0,035% и более,
приводит к образованию скоплений глобулярных церийсодержащих неметаллических
включений и частичной его ликвации.
На
основании полученных данных можно заключить, что оптимальным остаточным содержанием
церия в стали следует считать наличие его в пределах 0,020 - 0,030%.
2.
Исследование кинетики роста зерна аустенита и
структуры в эмиссионном микроскопе показало, что комплексное модифицирование
углеродистых и низколегированных рельсовых сталей ванадием, церием и кальцием,
предварительно раскисленных алюминием при наличии остаточного азота имеют малую
склонность к росту зерна аустенита при нагреве до температуры 980 - 1000°С,
балл которого равен 9. Это происходит за счет образования нитридов алюминия,
карбидов и карбонитридов ванадия, в то время как в контрольных углеродистых
сталях, не подвергнутых комплексному модифицированию и раскисленю алюминием за
счет влияния только карбидов ванадия, эффективность их ограничивается
температурой ниже 900-930°С. Зерно аустенита в такой стали соответствует 7 баллу.
3.
Для разработки оптимального режима охлаждения
и активного управления им при закалке головки рельсов,
поверхностно нагретой ТВЧ были получены термокинетические и изотермические
диаграммы превращения переохлажденного аустенита и определены критические точки
превращения. Установлено что γ→α превращение
низколегированной стали протекает в интервале температур 700-500°С с
образованием однородной и высокодисперсной перлитной структуры (сорбит, троостит закалки) при
скорости охлаждения 2,8-5,2°С/с. С дальнейшим увеличением скорости охлаждения,
начиная от 5,2°С/с до 7,2°С/с, аустенитное превращение смещается к более низким
температурам с образованием в перлитной структуре участков бейнита.
Следовательно в промышленных условиях при поверхностной закалке головки с
нагрева ТВЧ рельсовых низколегированных сталей для получения однородной
перлитной структуры в закаленном слое, охлаждение (закалку) надо осуществлять с
увеличением скорости до температуры не ниже 500°С.
4.
Проведенные опыты показали, что
низколегированные рельсовые стали, комплексно раскисленные алюминием и
модифицированные ванадием, церием и кальцием после закалки с нагрева ТВЧ обеспечивают повышение прочностных свойств
~ на 20%, увеличение глубины закаленного слоя на 4-6мм и параметров
конструкционной прочности (σк и σ0,1)~ на 10%, что дает
основание рекомендовать производству их изготовление для работы в особо тяжелых
участках путей железных дорог.
Литература
1. Производство и термическая обработка рельсов / В.В.
Лемпицкий, Д.С. Казарновский, СВ. Губерт и др. под. ред. В.В. Лемпицкого и Д.Г.
Казарновского // Металургия. -М.:, 1972 - 272 с.
2. Влияние технологических факторов производства рельсов на их
свойства в эксплуатации / Д.С. Козарновский, Л.Я. Шнапреман, И. П. Кравцова и
др.//Производство железнодорожных рельсов и колес: Сб. научн. тр.-Харьков:
Укрнимет, 1973. С. 52-58
3. Улучшение эксплуатационных свойств железнодорожных рельсов с
закаленной головкой/ X. Боер, Г. Бинцайслер, Б. Мюсген и др. //Черные металлы –
1993 - №10, С. 41 – 49
4. М.Н. Гольдштейн, А.В. Гринь, Э.Э. Блюм и др. Упрочнение
конструкционных сталей нитридами. Металлургия, 1970 – 222 с.
5. Голиков И. Н., Гольдштейн M.И., Мурзин И.И. Ванадий в стали.
М.: Металлургия, 1968 – 290 с.
6. М.И. Гольдштейн, В.Г. Чермных, В.В. Попов и др /Карбонитриды
ванадия, ниобия и титана в низколегированных строительных сталях // Сб: – Термическая обработка и физика
металлов. – Свердловск: УПН, 1979. С. 55 – 56
7. Попов А.А., Попова Л.Е. Изотермические и термокинетические
диаграммы распада перехоложенного аустенита. Справочник термиста. – М.: Металлургия,
1965 – 495 с
8. А.Е. Согнев, Ю.Г. Ярославцев, В.А. Курчанов и др.
Легирование стали ванадием с использованием зольных отходов ГРЭС // Сталь,
1992. №7 С. 37 – 40.
9. Муравьев и др // Сб:
Проблемы ванадия в черной металлургии (Урал НИИЧМ труды института
Т.5. Изд-во: Металлургия, 1966, С. 242
– 244
10. В.И Новиков Ю.Ф. Вяткин, И.А. Гомарина и др. Внепечная
обработка металла с использованием порошковой проволоки //Черная металлургия,
1988, №16, С. 18-23.