УДК 621.91.01
ВЛИЯНИЕ
РАЗЛИЧНЫХ ФАКТОРОВ НА СИЛЫ PX,
PY, PZ ПРИ ТОЧЕНИИ РОТАЦИОННЫМ РЕЗЦОМ
Д.Т. Ходжибергенов
ЮКГУ им. М. Ауезова, г. Шымкент
В зависимости от условий и схем резания ротационной
обработки степень влияния параметров режима резания на силы резания могут быть
различными, что до некоторой степени объясняет противоречивость имеющихся в
литературе данных, большие расхождения в направлении и величинах составляющих
этих сил.
Существует точка зрения, что самовращение резца не
оказывает влияния на составляющие силы резания на передней поверхности
инструмента [1]. Эти мнение подтверждают авторы Л.К. Кучма, А.Е. Адам [7].
Они считают, что силы резания при работе вращающимися
и заторможенными чашечными резцами с одинаковыми углами bу практически одинаковы. Это можно объяснить тем, что
самовращение режущей чашки резца является результатом действия сил трения при
резании с наклонной режущей кромкой и не изменяет ни условий деформации, ни
условий трения, а потому не влияют на силы резания.
Анализ работ Коновалова Е.Г., Сидоренко В.А. и Соусь
А.В. [3, 4, 6] показал, что изменение составляющих силы резания приводит в
совокупности к уменьшению (10÷15
%) суммарной силы резания для ротационного резца по сравнению с
заторможенным.
Исследуя механику ротационного точения Борисенко А.В.
и Найдышев Е.М. [2] утверждают, что суммарное усилие резания при ротационной
обработке для большой части режимов резания выше усилия резания призматическими
резцами. Однако при переходе от заторможенного резца к ротационному резцу, силы
резания могут возрасти [5].
Коновалов Е.Г., Сидоренко В.А. и Соусь А.В. провели
ряд экспериментов по изучению зависимостей составляющих сил резания от
параметров режима резания. Авторы [6] считают что соотношения между
составляющими силами резания можно представить неравенством:
Py > Pz >Px
При этом интенсивность увеличения усилий Pz и Py при
повышении глубины резания больше, чем при увеличении подачи.
Проведенные исследования справедливы для данных
условий обработки и не могут быть распространены на все схемы, методы
ротационного резания и условия резания, напоминают авторы.
Поиск причин такового следует искать не только в
различии применявшихся схем резания, режимов резания и свойствах
инструментального и обрабатываемого материала. Так, как в условиях сохранения
этих факторов постоянными, ориентация режущей кромки, относительно линии
центров станка, весьма заметно влияет на силы резания. Вследствие того, что при
изменении расположения режущей кромки выше или ниже линии центров, могут
измениться не только влияние параметров режима резания на силы, но и вид
резания — попутной или встречное.
На основании результатов изучения инструментов с
вращающейся круглой режущей частью был разработан ряд геометрических схем
ротационного резания [8], различающихся ориентацией оси вращения и плоскостью
режущей кромки относительно вектора скорости главного движения. Функции,
которые выполняют торец и боковая поверхность режущей чашки, делят на две
геометрические схемы ротационного резания:
— Первая геометрическая схема - торец чашки выполняет
функции передней поверхности, а боковая часть - соответственно задней
поверхности лезвия инструмента.
— Вторая геометрическая схема - противоположная к
первой схеме.
Выполненный анализ схем резания при ротационной
обработки показал, что наиболее приемлемой является первая (торец чашки -
передняя поверхность) прямая (наклон оси резца выполнен противоположно
направлению подачи Sм) схема резания, так как именно она позволяет достичь
следующего:
— уменьшение работы деформации, вследствие того, что
направления главного движения и движения подачи направлены в одну сторону;
— уменьшение работы трения скольжения, так как
направления схода стружки, результирующая скорость режущей кромки инструмента и
скорость вращения детали так же совпадают по направлению.
Уменьшение интенсивности пластического деформирования
срезаемого слоя и трения на передней поверхности инструмента, вызываемое само
перемещением режущей кромки вокруг своей оси, должно влиять на силу резания.
Изучение зависимости составляющих сил резания от
параметров режима резания производилось при точении самовращающимся ротационным
инструментом (рис. 1).
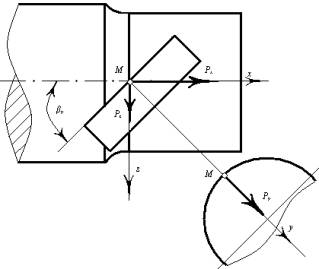
Рис. 1. Схема сил действующих на переднюю поверхность инструмента при не свободном точении самовращающимся ротационным инструментом.
Для уточнения этого были проведены эксперименты по
определению составляющих сил резание Pz, Py и Px при обработке стали 45 установленными под различными
углами установки bу по прямой первой схеме резания
[8]. Составляющие силы резания Px; Py; Pz; измерялись трехкомпонентным динамометром УДМ-600, оборудованной специальной
оснасткой.
Рассматривая влияние
изменения угла bу на составляющие силы резания, можно заметить, что
самовращение режущей кромки всех рассмотренных материалов уменьшает величину
составляющей силы резания Pz. При этом
с увеличением угла установки by сила Pz монотонно возрастает (рис. 3), следует отметить, что
влияние угла установки by на
силу Pz не так уж велико.
Кривые, выражают
зависимости Px
= f1(by); Py
= f2(by), при
которых увеличение угла установки bу, (до значений bу, = 45°) вызывает уменьшение силы.
По-видимому, это связано
с направлением, и углом схода стружки. С возрастанием угла установки bу характер резания меняется.
|
Рис. 2. Зависимость составляющих сил резания от глубины резания
t. Кривые: 1 - РХ; 2 - Ру;
3 - Рz. Однолезвийный
ротационный резец (рис. 1): — точка «М» режущего лезвия по центру. Режимы резания: — скорость резания -
V
= 50 м/мин; — подача - S = 0,1 мм/об; — угол установки - bу = 23°; — задний угол
режущего клина - a
= 0°; — обрабатываемый
материал -сталь 45, — инструментальный
материал - Р6М5. |
Рис.
3.Зависимость составляющих сил резания от угла установки bу. Кривые: 1; 4 - РХ; 2; 5 - Ру; 3; 6 - Рz. Однолезвийный
ротационный резец (рис. 1): — 1, 2, 3-точка «М» режущего лезвия выше центра,
— 4, 5, 6 - точка «М» режущего лезвия ниже центра. Режимы резания: — скорость резания -
V
= 50 м/мин; — подача - S = 0,1 мм/об; — глубина резания – t = 1 мм; — задний угол
режущего клина - a
= 0°; — обрабатываемый
материал -сталь 45, — инструментальный
материал - Р6М5. |
|
|
|
Рис. 4. Зависимость составляющих сил резания от подачи S. Кривые: 1 - РХ; 2 - Ру; 3 - Рz; Однолезвийный ротационный резец
(рис. 1): — точка «М» режущего лезвия по центру. Режимы резания: — скорость резания- V = 3 м/мин; — угол установки - bу = 20°; — глубина резания – t = 1 мм; — задний угол
режущего клина - a
= 0°; — обрабатываемый
материал -сталь 45, — инструментальный
материал - Р6М5. |
|

Смещение части активной
дуги режущих кромок относительно линии центров станка (оси заготовки) должно
заметно влиять на величину составляющих сил резания. Возрастание составляющих
сил резания происходит и с увеличением заднего угла aс,
создаваемого заточкой инструмента (рис. 3).
Очевидно, это вызвано
тем, что в кинематике задний угол a достигает aс < aк.
Исходя из этого, мы можем
предположить, что обрабатываемая поверхность деформируется за счет задней
поверхности. Таково влияние в процессе резания задней поверхности до aк = 0°.
Изображенные зависимости,
относящиеся к резанию с aс = 0°; aс ≠ 0° показывают, что
благодаря кинематическому углу силы резания уменьшаются на 15¸20% .
Расположение активной
дуги ротационного резца относительно линии центров станка меняет характер
контакта инструмента с заготовкой и стружкой; и как следствие, должно заметно
влиять на величину составляющих сил резания. При этом составляющие Рх, Ру оказались
максимальными при расположения режущей кромки выше линии центров и минимальными,
если она ниже. Влияние на составляющую Рz,
силу, действующую в вертикальной плоскости, при позиционировании активной дуги
режущей кромки ниже центра таково: Рz - максимально, а при установке выше центра -
минимально (рис. 3).
В целом, по аналогии с
однолезвийным ротационным и традиционным резанием, увеличение подачи и глубины
резания приводит к возрастанию (рис. 2, 4), а увеличение скорости резания к
уменьшению резания. Однако скорость резания V не оказывает существенного влияние на процесс резания,
поскольку разница Vд и Vст невелика.
Проведённые исследования
показали, что при изменении ориентации активной части режущей кромки
относительно детали, угол установки by соответствующий меньшим значениям силы резания, для
двух указанных положений отличаются весьма значительно.
Литература
1.
Бобров В.Ф.,
Иерусалимский Д.Е.Кинематика резания чашечными резцами. Вестник машиностроение.
1969. N6 - с.65 - 67.
2.
Землянсикй В.А. Кинематика резания и стойкость круглых
самовращающихся резцов. «Вестник машиностроение» 1968. - N6 с. 70 - 73.
3.
Коновалов Е.Г. -
Перспективы развития ротационного резания «Машиностроитель» 1974. - N9. с. 28 - 30.
4.
Коновалов е.Г., Гик Л.А.
Автообкатывающиеся резцы. «Машиностроитель». 1969. - N 7, с. 46 - 47.
5.
Коновалов Е.Г.,
Сидоренко В.А., Соусь А.В. Прогрессивные схемы ротационного резания металлов.
Минск «Наука и техника» 1972, - с. 272.
6.
Коновалов Е.Г.,
Сидоренко В.А., Соусь А.В., Шатуров Г.Ф., Пашкеевич М.Ф. Новые конструкции
ротационного режущего инструмента «Машиностроитель» 1971. - N 2. с..25 - 27.
7.
Кучма Л.К. Адам А.Е.
Силы резания при обработке титановых сплавов чашечными резцами «Вестник
машиностроения» 1968. - N 4. С. 68 - 69.
8.
Ящерицин П.И., Борисенко
а.В., Дривотин И.Г., Лебедев В.Я. Ротационное резание материалов - Мн. «Наука и
техника». 1987.- с. 229.
Summary
In clause the influence of the
various factors on making forces cutting is considered(examined) at sharpening by a rotational cutter.
As depending on conditions and circuits of cutting of rotational processing a
degree of influence of parameters of a mode of cutting on forces of cutting are
various, that to some extent explains discrepancy available in the literature
given, large divergences in a direction and sizes of making these forces.