Атрощенко
Г.М., Мельник Е.А.
национальный технический университет Укриины “Киевский политехнический
университет”, Украина
Станочный устройство с двойным
самоцентрирования заготовки
Станочный устройство с двойным самоцентрированием
заготовки, относится к области машиностроения, и отдельно, к обработке
заготовок деталей с двумя взаимоперпендикулярными плоскостями симметрии, которые
обрабатываются.
Ближайшими аналог, токарный механизированный четырехкулачковый
самоцентровний устройство для центрирования заготовок деталей с двумя
взаимоперпендикулярных плоскостях симметрии, линия пересечения которых является
осью цилиндрической поверхности детали, подлежащей обработке на токарном
станке.
Устройство имеет пневмоцилиндр, на шток поршня
которого закреплена осевая втулка, который действует на плавающие сектора. При
перемещении штока пневмоцилиндра плавающие сектора перемещают по оси устройства
две втулки диаметрально противоположными продольными пазами, в которых заходят
две пары рычагов, которые, возвращаясь на осях, перемещают к оси устройства
четыре зажимных элементы, центрируя и равномерно закрепляя заготовку.
Недостатком такого устройства является механическое
силовое замыкание центрирующе - зажимных механизмов, их детали контактируют
между собой в точках или по линиям, что приводит к быстрому износу
контактирующих поверхностей этих деталей и, как следствие, к быстрой потере
точности центрирования заготовок в таких устройствах.
По этому нами было предложено усовершенствовать
устройства двойного центрирования заготовок деталей с двумя
взаимоперпендикулярными плоскостями симметрии, которые поверхности
обрабатываются. Данная задача решается тем, что станочный устройство с двойным
самоцентруваннм заготовки, содержащий пневмоцилиндр, осевые втулки, находящиеся
в контакте с плавающими секторами и с рычагами которые равномерно перемещают
зажимные элементы устройства, где новым является то, что в корпусе пневмоцилиндра
установлены два независимых друг от одного поршни одинакового диаметра, на
штоках которых закреплены двоскоси клинья из противоположным наклоном угла.
Новым есть, то что силовое кинематическое замыкание
клиновых центрирующе - зажимных механизмов устройства осуществляется сжатым
воздухом.
Схема станочного устройства с двойным центрированием
призматической заготовки изображенные на рис.1, 2.
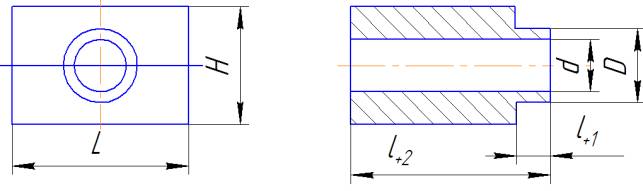
Рис.1. Деталь, которая обрабатывается
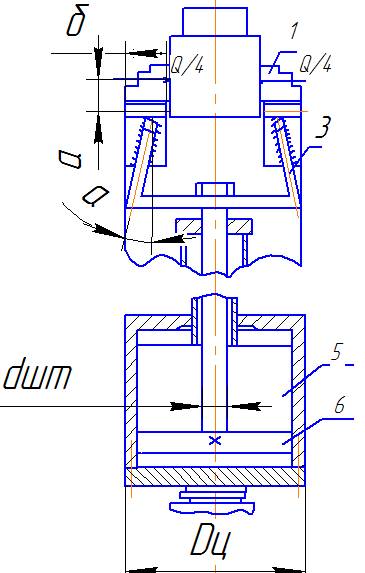
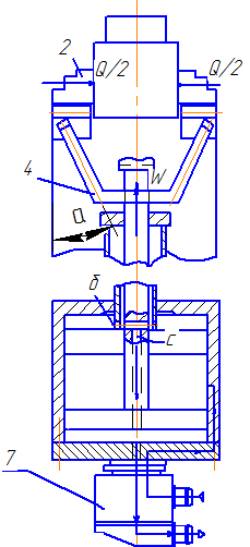
Рис.2 Схема самоцентрующих тисков по двум плоскостям
Устройство имеет две пары противоположно установленных
зажимов 1 и 2. каждая пара зажимов центрируется двоскосыми клиньями 3 и 4 с
противоположным наклоном угла α. Клинья закреплены на штоках двух
независимых друг от друга поршней 5 и 6 одинакового диаметра, которые перемещаются
в корпусе пневмоцилиндра в противоположных направлениях и имеет два
регулируемых дросселя 7 и 8 с обратными клапанами.
Устройство работает следующим образом. При подаче
сжатого воздуха в между поршневую полость, поршни 5 и 6 перемещаются в противоположных
направлениях и через двоскосые клинья, закрепленные на штоках поршней, и,
благодаря противном наклона угла клиньев α, каждая пара зажимов
перемещается к оси устройства и равномерно и с одинаковой силой центрирует и
закрепляет заготовку. Воздух из верхней штоков полости поршня 5 через
отверстия'' бы'' и'' с'' в штоках поршней отводится в нижнюю без штоковую
полость поршня 6 и через регулируемый дроссель 7 удаляется из пневмоцилиндра.
Во избежание ударов зажимов об заготовку при
закреплении и предотвращения ударов поршней 5 и 6 по крышках мпневмоцилиндра
при раскреплении заготовок в устройстве предусмотрено два регулируемых дросселя
7 и 8 с обратными клапанами.
При раскреплении заготовки сжатый воздух через
обратный клапан дросселя 8 без препятствия поступает в нижнюю безштокову
полость поршня 6 ''б'' и'' с'' поступает в верхнюю штоковую полость поршня 5.
Поршни движутся навстречу друг другу. Отработанный воздух из мижпоршневои
полости через дроссель 8 отводится из пневмоцилиндра.