УДК
621.793.732
А.В. Шиян1, инженер, Е.М. Бобряшов2, инженер,
И.Н. Кравченко3, доктор технических наук, профессор,
Л.В. Шибкова3, доктор физико-математических наук, доцент
1 ОАО «31 Государственный проектный институт», Россия
2 Научно-исследовательский институт геодезии, Россия
3 Военно-технический университет, Россия
ОСОБЕННОСТИ РАСПРЕДЕЛНИЯ ПЛОТНОСТИ
ТЕПЛОВЫХ ПОТОКОВ НА ПОВЕРХНОСТИ ДЕТАЛЕЙ ПРИ ФОРМИРОВАНИИ ПОКРЫТИЙ
Аннотация. В работе представлены
результаты исследований влияния режимных параметров процесса формирования
покрытий на распределение плотности теплового потока в пятне нагрева
поверхности воздушной плазменной струи.
Ключевые слова: воздушно-плазменная
модификация, формообразование покрытий, метод плоского зонда, оплавление,
напыление, наплавка, плотность теплового потока, метод Пирса, диссоциированные
частицы газа.
Тепловые процессы на подложке при
воздушно-плазменном формировании покрытий оказывают большое влияние на
работоспособность изделий. Особенно это относится к тонкостенным,
малогабаритным и другим изделиям, склонным к деформациям при нагреве.
Характеристики распределения плотности тепловых потоков на поверхности изделий
занимают важное место при воздушно-плазменной модификации, где тепловые
процессы определяют возможность преобразований поверхностной области
(оплавление, поверхностная закалка, обезуглероживание, термодеформационные
преобразования и др.).
Тепловые процессы на подложке при
воздушно-плазменном формировании покрытий (напыление, наплавка, их модификация)
определяются воздействием концентрированных источников тепла [1]. Таким образом
описывается процесс взаимодействия плазменной струи с поверхностью. В случае
наличия в плазме частиц порошка наносимого материала, необходимо также
дополнительно учитывать термическое взаимодействие частиц с основой.
В качестве источника воздушного плазменного
потока использовался плазмотрон ПНВ-23М [2]. При этом основные режимные
параметры процесса изменялись в следующих диапазонах: ток дуги – ![]() = 120…180 А; расстояние от среза сопла
плазмотрона до поверхности изделий –
= 120…180 А; расстояние от среза сопла
плазмотрона до поверхности изделий – ![]() = 65, 80, 150 мм; расход плазмообразующего
газа (воздух) –
= 65, 80, 150 мм; расход плазмообразующего
газа (воздух) – ![]() = 0,86, 1,37 г/с.
= 0,86, 1,37 г/с.
Измерения линейного распределения тепловых
потоков производились методом плоского зонда [3], состоящего из двух
водоохлаждаемых медных пластин, размером 200 × 200 × 20 мм,
разделенных перегородкой оксида алюминия толщиной 0,25 мм. При этом скорость
перемещения плазмотрона относительно поверхности зонда составляла V = 0,5 м/с.
При проведении исследований определялось
линейное распределение тепловых потоков. Для преобразования полученных
распределений в радиальное, использовался пересчет по интегралу Абеля с
использованием метода Пирса. В результате исследований установлено, что
распределение плотности теплового потока не может быть точно описано известным
законом нормально-кругового распределения как в случае натекания аргоновой
плазменной струи на поверхность.
Наиболее высокая точность обобщения достигается
при описании распределения в виде суперпозиции двух нормально-круговых
источников:
![]() . (1)
. (1)
Две составляющих в полученной зависимости (1)
соответствуют, на наш взгляд, двум концентрированным источникам тепла на
поверхности. Первый источник обусловлен процессом конвективного теплообмена
газа плазменной струи с поверхностью, а второй источник – выделением энергии
при ассоциации атомов газа плазменной струи на поверхности.
В таблице 1 представлены полученные значения
величин ![]() ,
, ![]() ,
, ![]() и
и ![]() . На рисунке 1 показано
характерное распределение плотности тепловых потоков по пятну нагрева. Индексы
«1» и «2» при составляющих в таблице и на рисунке отвечают соответствующим
источникам нагрева, указанным выше.
. На рисунке 1 показано
характерное распределение плотности тепловых потоков по пятну нагрева. Индексы
«1» и «2» при составляющих в таблице и на рисунке отвечают соответствующим
источникам нагрева, указанным выше.
В действии второго источника тепла на
поверхности изделия заключается основное отличие найденного распределения от
известных [2, 3], где первый из указанных источников является основным и
единственным.
Таблица 1 – Значения составляющих полученной зависимости (1)
|
Ток
дуги, А |
Расход
газа, г/с |
Дистанция обработки, мм |
|||||||
|
|
|
||||||||
|
|
см-2 |
|
см-2 |
|
см-2 |
|
см-2 |
||
|
120 |
0,86 1,37 |
0,195 0,194 |
0,194 0,186 |
0,975 0,225 |
3,5 5,7 |
0,185 – |
0,194 – |
0,260 – |
3,5 – |
|
140 |
0,86 1,37 |
0,210 0,231 |
0,194 0,186 |
1,100 0,250 |
3,5 5,7 |
0,202 0,200 |
0,194 0,186 |
0,440 0,150 |
3,5 5,7 |
|
160 |
0,86 1,37 |
0,294 0,287 |
0,194 0,186 |
1,550 0,310 |
3,5 5,7 |
0,265 0,244 |
0,194 0,186 |
0,750 0,200 |
3,5 5,7 |
|
180 |
0,86 1,37 |
– – |
– – |
– – |
– – |
0,400 0,289 |
0,194 0,186 |
1,300 0,300 |
3,5 5,7 |
Анализ данных таблицы показывает, что при
увеличении тока дуги в плазмотроне, уменьшении дистанции обработки и расхода
плазмообразующего газа, второй источник тепла существенно преобладает над
первым. Это можно объяснить большим содержанием диссоциированных частиц газа в
плазме.
251658240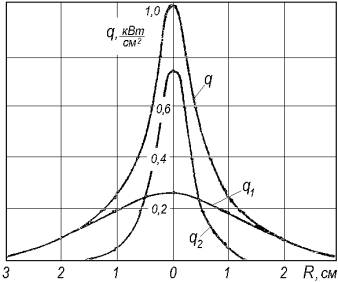
Рисунок 1 – Распределение плотности тепловых потоков при токе дуги 160А,
расходе газа 0,86 г/с и
дистанции обработки 80 мм
При увеличении дистанции обработки, уменьшении
тока дуги и увеличении расхода газа интенсивность обоих источников становится
близкой по величине. При дальнейшем увеличении дистанции до 150 мм и выше
происходит вырождение второго источника тепла.
Данное явление можно объяснить ассоциацией
диссоциированного газа низкотемпературной плазмы не на обрабатываемой
поверхности [4], а в плазменном потоке.
Следует отметить, что величины коэффициентов
сосредоточенности ![]() и
и ![]() различаются более чем на порядок (см.
табл.1). Это указывает на значительные градиенты концентрации диссоциированного
газа по сечению плазменной струи (см. рис.1). При уменьшении расхода газа
равномерность распределения диссоциированных частиц несколько повышается, что
следует из уменьшения величины
различаются более чем на порядок (см.
табл.1). Это указывает на значительные градиенты концентрации диссоциированного
газа по сечению плазменной струи (см. рис.1). При уменьшении расхода газа
равномерность распределения диссоциированных частиц несколько повышается, что
следует из уменьшения величины ![]() .
.
Анализ полученных результатов позволяет сделать
ряд важных выводов.
1. Для расчета тепловых процессов на подложке
при воздушно-плазменном напылении или воздушно-плазменной модификации
целесообразно учитывать суперпозицию
источников тепла в соответствии с полученной зависимостью (1).
2. Путем изменения режимных параметров процесса
можно регулировать степень не только теплового, но и химического воздействия
плазменных струй на поверхность. Последнее вызвано тем, что в области
ассоциации диссоциированного газа плазменной струи на поверхности
обрабатываемого изделия достигается его высокая химическая активность.
3. Область ассоциации диссоциированного газа
определяется зоной центральной части струи, где достигаются достаточно высокие
плотности тепловых потоков второго источника тепла. При этом соотношение
теплового и химического воздействия плазмы воздуха легко можно регулировать
(см. табл. 1). Это важно для разработки многих технологических процессов.
В настоящее время авторами разработаны
технологические рекомендации по осуществлению процесса воздушно-плазменного
формирования покрытий с учетом установленных закономерностей.
Литература:
1. Гладков В.Ю., Кравченко И.Н., К расчету энергетических параметров частиц
напыляемого материала // Организация и технология ремонта машин. – М: Изд-во
РГАЗУ, 2001. – С. 117 – 119.
2. Промышленное применение воздушно-плазменного напыления покрытий //
В.С. Клубникин, А.В. Донской, М.В. Карасев, Г.К. Петров. – Л.: ЛДНТП, 1987. –
24 с.
3. Кравченко И.Н. Технология и свойства воздушно-плазменных
износостойких покрытий [Текст] / И.Н. Кравченко // Ремонт. Восстановление.
Модернизация. – 2006. – №4. – С. 19 – 21.
4. Кравченко И.Н., Гладков В.Ю. Применение низкотемпературной плазменной струи для напыления полимерных
покрытий // Высокие технологии,
фундаментальные и прикладные исследования, образование: Том 11. – СПб.: Изд-во Политехн. ун-та, 2007. – С. 193 – 197.