Комплексное исследование процесса роликового волочения
холоднодеформированных труб
Яковлева К.Ю., Выдрин А.В., Баричко Б.В.
Холоднодеформированные
трубы из коррозионностойких сталей относятся к продукции специального
назначения и в зависимости от области применения к ним предъявляются различные
требования. В настоящее время наибольшее распространение получили следующие
способы производства труб данного сортамента: холодная прокатка на станах ХПТ,
холодная прокатка на станах ХПТР, волочение в монолитных волоках и
комбинирование этих способов при многоцикличной схеме производства. Для труб
малого диаметра характерна технологическая схема, при которой один или
несколько заключительных этапов деформации производят способом волочения в
монолитных волоках.
К числу основных недостатков
процесса волочения труб в монолитных волоках следует отнести сравнительно
низкую производительность, высокие требования к исходной заготовке и затраты на
подготовку ее поверхности, необходимость использования дорогостоящих и зачастую
вредных для здоровья человека технологических смазок, а также высокую
трудоемкость изготовления рабочего инструмента и низкую его стойкость,
вызванную значительными силами трения при течении деформируемого металла
относительно неподвижной поверхности инструмента.
Использование
роликовых волок позволяет существенно уменьшить отрицательное влияние сил
контактного трения, что подтверждается высокой стойкостью рабочего инструмента.
Во многих случаях изготовление роликового рабочего инструмента значительно дешевле,
чем изготовление монолитных волок, кроме того роликовый инструмент допускает
многократные перешлифовки. Значительным преимуществом процесса волочения
сложных фасонных профилей в роликовых волоках является лучшее, чем при монолитном
волочении, качество поверхности изделий. Кроме
того, применение роликовых волок позволяет свести к минимуму расходына
подготовку заготовки к волочению, ограничиваясь, как правило, механической или
химической очисткой поверхности металла. Процесс роликового волочения можно проводить
с использованием в качестве технологической смазки наиболее дешевых материалов,
вплоть до масляно-водяной эмульсии, которая одновременно служит охладителем
рабочего инструмента.
В
настоящее время сортамент трубной продукции, особенно в доле труб круглого
сечения, получаемой с использованием роликового волочения невелик. Наибольшее
распространение роликовое волочение получило для производства труб
многоугольного сложного и переменного по длине изделия сечения, труб с
продольными внешними ребрами, а также в качестве операции редуцирования на
заключительных этапах изготовления электросварных труб [1-4].
Ориентируясь, таким
образом, на большой практический опыт применения процесса роликового волочения
в производстве проволочной продукции
и различных фасонных профилей, а также на результаты опытных попыток применения
его в трубной отрасли производства, была проведена комплексная исследовательская
работа по изучению процесса холодного волочения труб
в роликовых волоках.
Экспериментальное исследование способа
безоправочного роликового волочения труб был проведено на установке с
двухроликовым калибром.
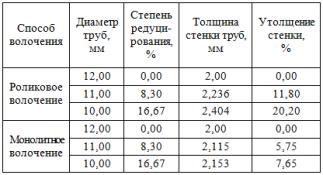
Для объективности оценки и анализа результатов параллельно проводился процесс
безоправочного монолитного волочения. По обеим схемам опытное волочение
исходных холоднокатаных труб – заготовок наружным диаметром 12,0 мм
с толщиной стенки 2,0 мм из стали 08Х14МФ осуществлялось с шагом
редуцирования по наружному диаметру 1 мм. Параметры маршрутов приведены в
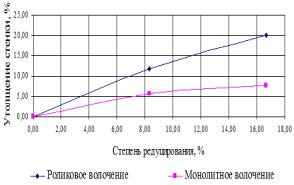
таблице 1. Зависимость изменения толщины стенки трубы
от степени редуцирования приведена на рисунке 1.
В ходе статистической
обработки данных по изменению толщины стенки труб в процессе роликового
волочения была получена следующая зависимость:
 , (1)
, (1)
|
|
|
|
Таблица 1 – Изменение толщины стенки труб |
Рисунок
1 – Зависимость изменения толщины стенки трубы от степени
редуцирования в процессе монолитного и роликового волочения |
где Sk, S0 – конечная и исходная толщины
стенки трубы соответственно, мм;
DD –
величина обжатия трубы по диаметру, мм; D0 – исходный диаметр
трубы, мм.
Результаты экспериментального
исследования показали, что применение роликового волочения позволит сократить
число циклов волочения в технологии изготовления толстостенных
холоднодеформированных труб малого диаметра, преимущественно с соотношением
наружного диаметра трубы
к толщине стенки 2,5-5,0 за счет использования в качестве
заготовки перед волочением холоднокатаной трубы с меньшими диаметром и толщиной
стенки.
Изучение механических свойств труб редуцированных
в роликовых и монолитных волоках, показало, что при роликовом волочении прочностные
параметры металла трубы выше, в частности значения предела текучести ![]()
и временного сопротивления разрыву ![]() для труб
диаметром 10 мм при роликовом волочении больше чем при волочении в
монолитной волоке
для труб
диаметром 10 мм при роликовом волочении больше чем при волочении в
монолитной волоке
на 22-25% и 12-15% соответственно. Это, с одной стороны, позволяет вести
процесс роликового волочения с меньшими степенями деформации, а, с другой стороны,
получать трубы специального назначения с требуемыми механическими свойствами без
дополнительной обработки металла. Результаты анализа микроструктуры металла
труб, полученных роликовым и монолитным волочением, подтверждают
предпочтительность процесса роликового волочения с точки зрения уменьшения
степени неравномерности деформации и более тонкой проработки структуры металла,
ввиду более благоприятной схемы напряженно-деформированного состояния.
Одной из главных задач,
возникающих на начальном этапе проектирования технологии роликового волочения,
является определение и оценка возможностей рассматриваемого процесса с точки
зрения его силовых параметров и допустимых степеней деформации при сохранении
стабильности рассматриваемого процесса. Решением данных вопросов является
использование способов математического моделирования процесса.
Математическое описание процесса волочения труб
в роликовой волоке осуществлялось в цилиндрической системе координат. Поставленная
задача решалась с учетом следующих основных допущений – деформируемое тело
является несжимаемым и идеально пластичным; рабочий инструмент – ролик –
абсолютно жесткое тело; толщина стенки в процессе деформации не изменяется, т.е.
![]() . Учтено деформационное упрочнение металла. В процессе
моделирования рассматривается волока с трехроликовым калибром.
. Учтено деформационное упрочнение металла. В процессе
моделирования рассматривается волока с трехроликовым калибром.
Параметры формоизменения поперечного сечения
деформируемого профиля в зависимости от параметров калибровки рабочего
инструмента – радиуса калибра ![]() и расстояния а от оси волочения до центра окружности
радиусом
и расстояния а от оси волочения до центра окружности
радиусом ![]() – были выражены
следующим образом:
– были выражены
следующим образом:
 ; (2)
; (2)
 (3)
(3)
Математическое моделирование рассматриваемой
механической системы осуществлялось с использованием теоретических соотношений
механики сплошных сред, путем решения системы уравнений, включающей уравнение
баланса мощностей и условие равновесия продольных сил на ось х. Расчетная схема приложения сил
приведена на рисунке 2.
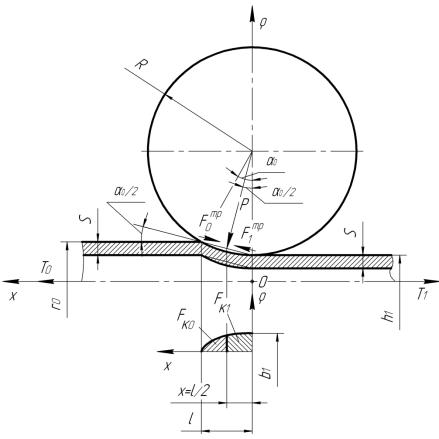
Рисунок 2 – Расчетная схема приложения
продольных сил к рассматриваемому очагу деформации: ![]() ,
, ![]() – заднее и
переднее тянущие усилия;
– заднее и
переднее тянущие усилия; ![]() – усилие,
действующие на инструмент;
– усилие,
действующие на инструмент; ![]() – угол захвата;
– угол захвата;
![]() ,
, ![]() – силы трения в
зонах отставания и опережения соответственно; R – радиус по вершине калибра ролика;
– силы трения в
зонах отставания и опережения соответственно; R – радиус по вершине калибра ролика; ![]() – длина очага
деформации;
– длина очага
деформации; ![]() – ширина выходящего из волоки профиля;
– ширина выходящего из волоки профиля; ![]() – площадь
контакта металла с инструментом,
– площадь
контакта металла с инструментом, ![]() ;
;
![]() ,
, ![]() – площади
контакта металла с инструментом соответственно в зонах отставания и опережения
– площади
контакта металла с инструментом соответственно в зонах отставания и опережения
В ходе решения были получены следующие
зависимости для определения среднего нормального контактного напряжения ![]() и напряжения
волочения
и напряжения
волочения ![]() :
:
 ; (4)
; (4)
![]() . (5)
. (5)
Представленная математическая модель была
использована для численного исследования возможных степеней деформации при
сохранении стабильности процесса волочения при производстве наиболее
востребованных холоднодеформированных труб. Расчеты приведены для случая
производства труб из стали 08Х14МФ, ![]() = 450 МПа,
= 450 МПа, ![]() = 280 МПа; коэффициент трения f = 0,2;
мощность двигателя волочильного стана NДВ = 52 кВт; КПД привода стана
= 280 МПа; коэффициент трения f = 0,2;
мощность двигателя волочильного стана NДВ = 52 кВт; КПД привода стана ![]() = 0,98. Волочение осуществляется через две
последовательно расположенные трехроликовые волоки – РВ1 и РВ2, с разворотом
друг относительно друга на 60°, с калибровкой: стрельчатый треугольник – круг. Параметры калибровки
= 0,98. Волочение осуществляется через две
последовательно расположенные трехроликовые волоки – РВ1 и РВ2, с разворотом
друг относительно друга на 60°, с калибровкой: стрельчатый треугольник – круг. Параметры калибровки ![]() и а для каждого из маршрутов приведены в
таблице 2.
и а для каждого из маршрутов приведены в
таблице 2.
Таблица 2 – Маршруты и
силовые параметры роликового волочения труб
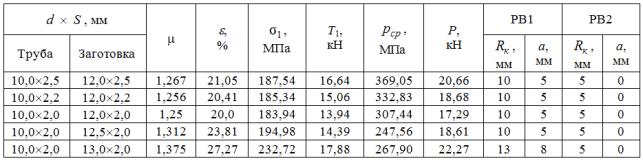
Так как величина предела текучести стали
08Х14МФ составляет 280 МПа,
то согласно расчетным данным, можно сделать вывод, что условие прочности
выходящего конца профиля соблюдается для всех приведенных в таблице 1
маршрутов, причем при степени деформации 27,27% запас прочности составляет еще
порядка 20%.
Известно,
что изменение
наружного диаметра заготовки, в отличие от изменения ее толщины стенки,
сопровождается более интенсивным изменением степени деформации, а
соответственно и увеличением напряжения волочения. Данное явление обусловлено
влиянием растягивающих напряжений, действующих в очаге деформации, величина
которых определяется степенью деформации и соответственно при увеличении
наружного диаметра заготовки имеет большие значения, а при увеличении толщины
стенки заготовки – меньшие. Этот факт подтверждают результаты численного
исследования разработанной модели (рисунок 3), что, в свою очередь,
свидетельствует о корректности получаемого результата и соответственно
подтверждает работоспособность предлагаемой модели.
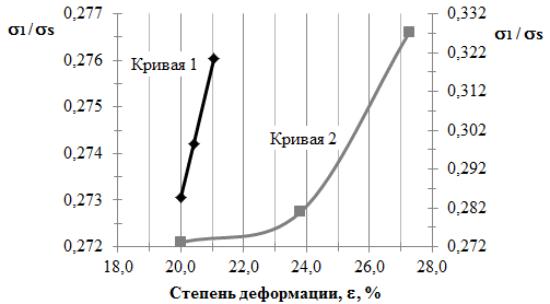
Рисунок 3 – Зависимость
изменения отношения напряжения волочения к сопротивлению деформации от степени
деформации при варьировании толщиной стенки заготовки (Кривая 1) и наружным
диаметром заготовки (Кривая 2)
Вывод: Результаты исследований процесса безоправочного
роликового волочения труб показали, что использование этого способа ОМД
применительно к области производства холоднодеформированных труб
из коррозионностойких сталей является перспективным и эффективным решением, особенно
при изготовлении толстостенных труб малого диаметра. Разработанное
математическое описание процесса позволяет определить научно-обоснованное
значение технологических параметров и разрабатывать технологические схемы
производства холоднодеформированных труб.
Литература
1. Пат. 147469 ПНР, МКИ4
В 21 С 3/08. Ciagadlo rolkowe.
/ C. Jacek, P. Tadeusz,
S. Wojciech, G. Adam.
– № 258860; заявл. 09.04.86, опубл. 30.11.89.
2. Пат. 146127 ПНР, МКИ4 В 21 С 3/08.
Ciagadlo rolkowe nastawne / C. Fryderyk,
L. Marian, G. Wojciech, P. Stefan. – № 254037; заявл.
17.06.85,
опубл. 31.05.89.
3. Паршин, В.С. Процессы и машины для
изготовления профильных труб: научно-практическое издание. / В.С. Паршин. –
Екатеринбург: ГОУ ВПО УГТУ-УПИ, 2006. – с. 36-39.
4. Осадчий, В.Я. Технология и оборудование
трубного производства. / В.Я. Осадчий, А.С. Вавилин, В.Г. Зимовец, А.П.
Коликов. – М.: Интермет Инжиниринг, 2007. – с. 496-506.