Технічні науки / 3. Галузеве машинобудування
Присяжний
Л.В., Урбанюк Є.А., Баннов Г.М., Кузьма Л.М.
Хмельницький національний
університет
МОДЕЛЮВАННЯ ПРОЦЕСУ НАВИВАННЯ ПРУЖИН З ВЕЛИКИМ ІНДЕКСОМ
Виготовлення пружин з великим індексом
пов’язане зі значними зусиллями подачі прутка в зону формоутворення пружини.
Традиційна методика визначення технологічних параметрів процесу навивання [1]
ґрунтується на ряді допущень, які не дозволяють оцінити напружено-деформований
стан прутка в зоні контакту його з формотворною оправкою. До таких допущень
слід віднести наступні: а) точка контакту кінця прутка за [1] визначається
наближено без врахування пружно-пластичних процесів; б) не враховується тертя
прутка по поверхні інструменту. Наслідком наближених розрахунків є конструкція
механізму навивання пружини, що має недоліки. При навиванні пружин великого
індексу в таких пружиннонавивних автоматах спостерігається часте заклинювання
прутка в механізмі навивання, що приводить до поломок і зупинки автомата та
знижує його продуктивність.
Застосування сучасних методів розрахунку,
зокрема чисельних з використанням комп’ютерних пакетів для моделювання процесів
пружно-пластичної деформації дозволяє дослідити не лише усталений процес
навивання, але й перехідні процеси в момент контакту кінця прутка з
інструментом.
Метою дослідження є покращення параметрів
технологічного процесу навивання пружин великого індексу шляхом використання
чисельних методів і засобів комп’ютерного моделювання для отримання таких умов
навивання, які виключають схоплювання кінця прутка з формотворною оправкою.
Для досягнення поставленої мети вирішено
наступні завдання:
а) виконано аналіз існуючого методу навивання циліндричних пружин та методики розрахунку параметрів процесу;
б) розроблена методика деформування
прутка при виготовленні пружин великого індексу з урахуванням тертя і
контактної взаємодії;
в) проведено комп’ютерне моделювання
процесу навивання пружин великого індексу та визначено параметри контактної
взаємодії і зусилля подачі прутка для існуючої схеми навивання;
г) розроблена прогресивна схема навивання
пружин з великим індексом, яка виключає заклинювання в інструментальному блоці.
Пружини великого індексу отримують на
пружинонавивних автоматах. На рисунку 1 показано конструктивну (а) і
кінематичну (б) схему такого автомата.
Пружина навивається в інструментальному
блоці 1 (рис. 1) з оправкою 16, що обертається, і згинальними роликами 2 і 14.
Кінці загинаються упором радіусу 12 на проводці. У навивальний інструмент
пруток 22 подається кліщами 8, змонтованими на повзунці 5; повзунка приводиться
від кривошипно-кулісного механізму 23 за допомогою сережки 24. Захоплення
прутка здійснюється губками 6, встановленими в кліщах 8. Сила затиску прутка
регулюється гвинтами 7. Важелі повертаються навколо своїх осей через ролики 11
за допомогою кулачка 10 і пружини 9. Кулачок 10 повертається при гойданні повідця
20, ролик 19 якого входить в паз важеля, що коливається, 18. Пруток прямує
проводкою 17, встановленою в корпусі 4, зв'язаному качалками і пружинами з блоком
.
Рухомий ніж 13 встановлений на кінці
важеля 21 механізму відрізки від приводного валу 27, через приймальний 25 і
передавальний 26 вали і при русі по замкнутій траєкторії входить всередину
спіралі; опускаючись, він відрізує готову пружину. Відрізка пружини від спіралі
здійснюється двома ножами. Нерухомий ніж 15 поміщений в утримувачі 3, закріпленому
на блоці 1. Положення ножів щодо зовнішнього діаметру спіралі регулюється
гвинтами.
Рис.1. Конструктивна (а) і кінематична
схема пружиннонавивного автомата
За допомогою графічного пакету SolidWorks
була побудована комп’ютерна модель інструментального блока автомата (рис. 2).
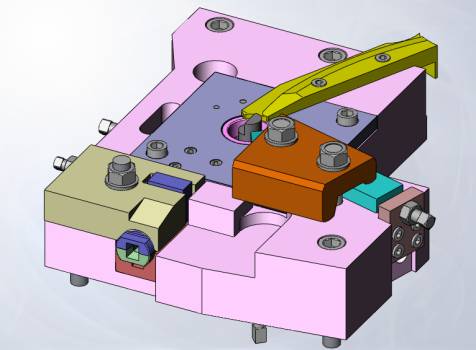
Рис.2
– 3D-модель
інструментального блока пружиннонавивного автомата
Технологічний процес виготовлення пружини
в інструментальному блоці складається з трьох стадій: а) подача прутка; б)
навивання витків пружини; в) відрізання готової заготовки.
Навивання прутка відбувається за рахунок
проштовхування прутка кліщами механізму подачі через інструментальний блок.
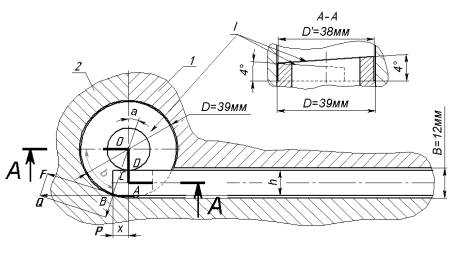
Кінець прутка подається в канал
стаціонарної проводки 1 (рис.3), ковзає по гвинтовій (I) поверхні
оправки і закручується в направляючому сегменті 2 (рис.3).
Стаціонарна проводка має перегин в поздовжньому напрямку для утворення кута
підйому пружини. Подальше навивання прутка в спіраль діаметра D відбувається
за рахунок його контакту і дією сил тертя з обоймою, яка вільно обертається
навколо своєї осі.
За існуючою методикою проводився
розрахунок зусилля подачі прутка [1]: D=39 мм; a =8 мм; b = 10 мм.
а) площа поперечного перерізу прутка:
F
= a × h =8 × 10 = 80 мм2,
де a і h
– розміри профілю.
б) довжина розгортки заготовки:
L
= 2.75π(d +h),
де d – внутрішній діаметр пружини.
 а)
а)
 б)
б)
Рис.
3 – Схема навивання пружини (а) та
профіль дроту (б)
d
= D – 2a = 39 - 2×8 = 23 мм,
де D
– зовнішній діаметр пружини.
L = 2.75π(d +h ) =2.75×3.14×(23 +8) =267.7 мм.
в) кут силового трикутника:
β = arccos (P0/Q0)
= 900 – α,
де P0 – нормальна складова.
З трикутників COD і AOD маємо:
sin α = x/ОВ = CD/OC,
звідси: CD = OC×x/OB = d×x/D,
де x – абсциса точки контакту кінця прутка
(приймаємо x = 1.4a =
1.4×8 = 11.2 мм).
CD
= 23×11.2/39 = 6.6 мм,
sin α = 11.2/0.5×39 = 0.5744;
α
=350, β =
900 – α =
900 – 350.
г) початкове зусилля подачі:
Q0 = M/OC = M/CD×cos β,
де M – згинальний момент;
д) момент пружно-пластичного згину:
М
= KσsWx ,
де K – коефіцієнт профілю (приймаймо K =1.5);
σs – межа текучості (для
сталі 65Г σs = 7.5×108 Н/м2);
Wx – осьовий момент опору:
Wx = a×h2/6 =0.008×0.012/6 = 1.3×10-7 м3.
M
= 1.5×7.5×108×1.3×10-7 = 150 Нм.
Q0 =
150/0.0066×cos 550 =39624 H.
е) зусилля подачі в процесі навивання;
При заправці прутка з попередньо
обробленим кінцем (скіс під кутом 30°), зусилля
подачі буде рівним зусиллю при усталеному процесі навивання, яке без урахування
тертя в опорах і на інструменті буде наступним:
Q = P = M/OC = 2M/d =2×150/0.023 = 13043 H.
Для виконання досліджень процесу
навивання пружини була побудована твердотільна модель системи «пруток-оправка»
з відповідними параметрами (рис.4) в пакеті SolidWorks та проведено попереднє
моделювання процесу пластичного деформування дроту в режимі виконання
нелінійного аналізу та лінійного статичного аналізу в CosmosWorks (метод
переміщень). Задача виявилась занадто складною, а розрахунок вимагав значних
витрат часу (більше 10 год.). Результати моделювання виявились незакінченими,
так як використані ітераційні методи не дали збігання розв’язку.
Надалі моделювання проводили в режимі
лише лінійного статичного аналізу на двох спрощених моделях – пазовій та
циліндричній, якими було замінено вихідну модель пружини.

Рис. 4 – Параметри
гвинтової поверхні оправки
Пазова
модель (рис.5) представляє собою модель взаємодії прутка з гвинтовою поверхнею
оправки (рис.4).
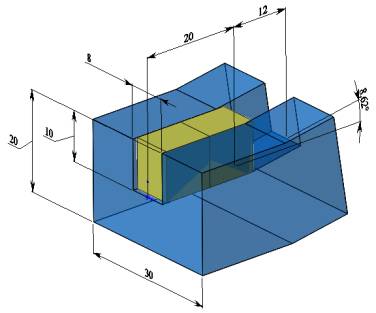
Рис.5 – Загальний вигляд пазової моделі
Оскільки найбільші контактні напруження
виникають на початку взаємодії прутка з канавкою, то моделювання проводили при
малих переміщеннях прутка (h=1–10 мм).
Для оцінки впливу тертя на параметри
процесу, моделювання проводили при різних коефіцієнтах тертя.
Орієнтовні коефіцієнти тертя ковзання за
[2]: а) сталь по сталі (без змащування) – 0,15; б) сталь по сталі (зі
змащуванням) – 0,1-0,05.
Орієнтовні коефіцієнти тертя кочення [2]:
а) сталь по сталі (м’якій) – 0,005; б)
сталь по сталі (гартованій) – 0,001.
Для моделювання були вибрані наступні
коефіцієнти тертя f: 0,15; 0,05 та 0,01.
Циліндрична модель (рис. 6) представляє
собою модель взаємодії прутка з боковою поверхнею оправки. Для зменшення
розмірності задачі модель виконана зрізаною.
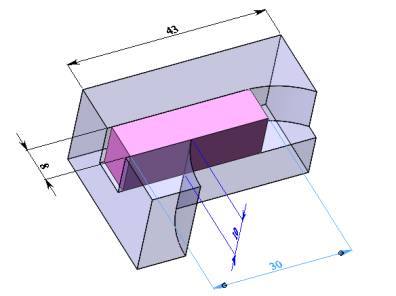
Рис. 7 – Загальний
вигляд моделі з циліндричною поверхнею
Моделювання
також проводили при малих переміщеннях прутка (h=1–10 мм), а для моделювання були вибрані такі ж коефіцієнти
тертя: f=0,15; 0,05 та 0,01.
Для моделювання згину прутка в
поздовжньому напрямку формотворного каналу інструментального блоку була
використана пазова модель та проведено моделювання для переміщення h прутка на 5 та 10 мм і коефіцієнта тертя f=0,01.
Результати моделювання для h=10 мм і f=0,01 зображені на
рис. 8–11.
Отримані значення параметрів зусилля
подачі Q, сили тертя Ff, контактного тиску Pк та інтенсивності
напружень si наведені у
таблиці 1.
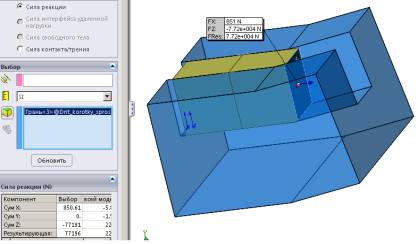
Рис. 8 – Визначення
зусилля подачі Q прутка в пазовій
моделі
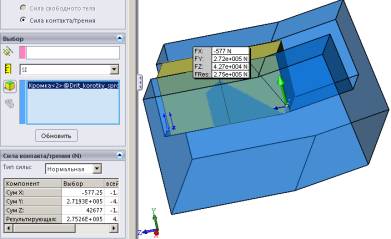
Рис.9 – Визначення сили
тертя Ff прутка в пазовій
моделі
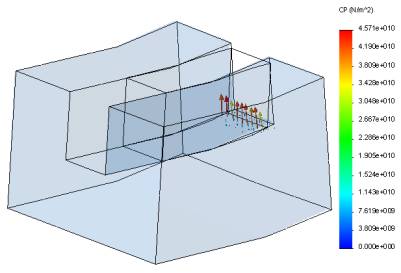
Рис. 10 – Розподіл контактного тиску Pк по поверхні прутка в
пазовій моделі
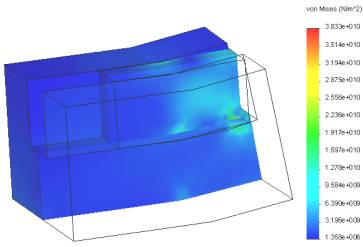
Рис. 11 – Розподіл
інтенсивності напружень si в тілі прутка та
оправки для пазової моделі
Таблиця 1 – Результати розрахунку параметрів процесу згину
прутка для пазової моделі
|
№ досліду |
Хід прутка h, мм |
Параметри розрахунку |
|||
|
Q´103, Н |
Ff´103, Н |
Pк´103, МПа |
si´103, МПа |
||
|
1 |
5,0 |
47,7 |
159 |
26 |
22,7 |
|
2 |
10,0 |
77,2 |
275 |
45 |
38 |
Для
моделювання згину прутка в поперечному напрямку формотворного каналу
інструментального блоку було використано циліндричну модель та проведено
моделювання при малих переміщеннях прутка h
(1; 2; 3; 4; 5 та 10 мм). Для моделювання були вибрані
наступні коефіцієнти тертя f: 0,15, 0,05 та 0,01.
Результати моделювання для h=10 мм і f=0,15 зображені на
рис. 12 – 15. Отримані значення параметрів зусилля подачі Q, сили тертя Ff,
контактного тиску Pк та інтенсивності
напружень si приведені у таблицях 2 – 5.
За отриманими
результатами побудовані графіки залежності параметрів процесу згину прутка від
величини подачі прутка.
Як видно з
отриманих результатів процес деформування прутка в циліндричній моделі (рис.12
– 15) відбувається більш інтенсивно, ніж у пазовій (рис.8 – 11).
Проведений
аналіз дає якісну картину впливу коефіцієнта тертя на процеси, які відбуваються
в зоні контакту прутка з оправкою.
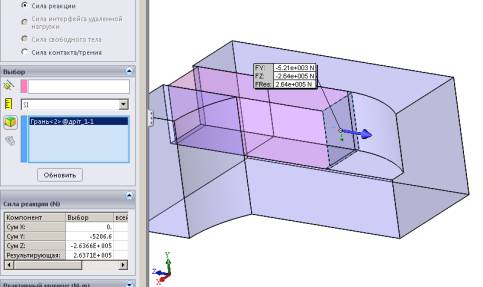
Рис.
12 – Визначення зусилля подачі Q
прутка в циліндричній моделі
Таблиця 2 – Результати розрахунку зусилля
подачі Q
|
№ досліду |
Хід прутка h, мм |
Зусилля подачі прутка
Q, Н для коефіцієнтів тертя
f |
||
|
0,15 |
0,05 |
0,01 |
||
|
1 |
1,0 |
29 |
22 |
16 |
|
2 |
2,0 |
581 |
817 |
290 |
|
3 |
3,0 |
4880 |
3270 |
1960 |
|
4 |
4,0 |
7860 |
5420 |
3100 |
|
5 |
5,0 |
17200 |
11500 |
5740 |
|
6 |
10,0 |
110000 |
62300 |
35600 |
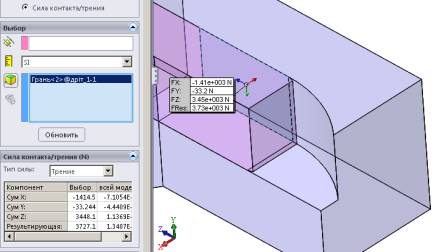
Рис.
13 – Визначення сили тертя Ff
прутка в циліндричній моделі
Таблиця 3 – Результати розрахунку сили тертя Ff прутка
по оправці
|
№ досліду |
Хід прутка h, мм |
Сила тертя Ff, Н для коефіцієнтів тертя
f |
||
|
0,15 |
0,05 |
0,01 |
||
|
1 |
1,0 |
24,5 |
18,3 |
14,1 |
|
2 |
2,0 |
110 |
74,7 |
27,5 |
|
3 |
3,0 |
340 |
191 |
63 |
|
4 |
4,0 |
445 |
278 |
112 |
|
5 |
5,0 |
679 |
954 |
270 |
|
6 |
10,0 |
3730 |
1920 |
1040 |
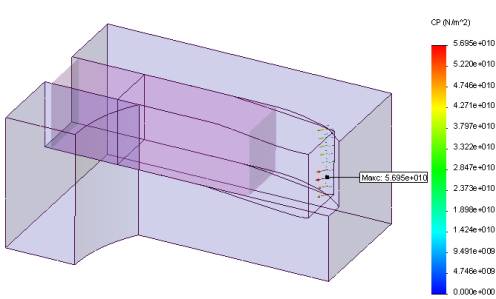
Рис.
14 – Розподіл контактного тиску Pк
по поверхні прутка в циліндричній моделі
Таблиця 4 – Результати розрахунку контактного
тиску Pк по поверхні прутка в циліндричній моделі
|
№ досліду |
Хід прутка h, мм |
Контактний тиск Pк, МПа для коефіцієнтів тертя
f |
||
|
0,15 |
0,05 |
0,01 |
||
|
1 |
1,0 |
726 |
501 |
339 |
|
2 |
2,0 |
2971 |
1983 |
1045 |
|
3 |
3,0 |
8935 |
6041 |
3211 |
|
4 |
4,0 |
11680 |
8207 |
4812 |
|
5 |
5,0 |
17000 |
11426 |
6728 |
|
6 |
10,0 |
56950 |
37240 |
25500 |
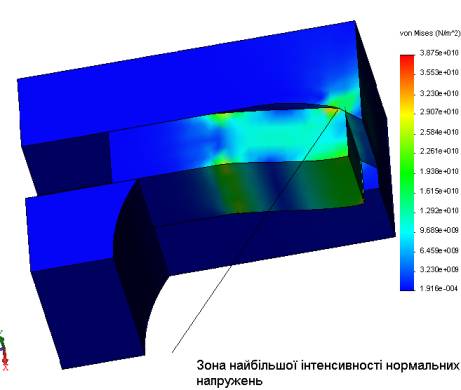
Рис.
15 – Розподіл інтенсивності напружень si в тілі прутка та оправки для циліндричної
моделі
Таблиця 5 – Результати розрахунку
інтенсивності напружень si
|
№ досліду |
Хід прутка h, мм |
Інтенсивність напружень за Мізисом si, МПа для коефіцієнтів тертя f |
||
|
0,15 |
0,05 |
0,01 |
||
|
1 |
1,0 |
595 |
478 |
362 |
|
2 |
2,0 |
2396 |
1987 |
1625 |
|
3 |
3,0 |
7288 |
5064 |
4450 |
|
4 |
4,0 |
9381 |
7503 |
6327 |
|
5 |
5,0 |
14040 |
9980 |
7902 |
|
6 |
10,0 |
38750 |
25140 |
20530 |
При
контактному навантаженні зусилля діє на малій дільниці поверхні, внаслідок чого
на поверхневому шарі металу виникають високі локальні напруження. В зоні дотику
утворюється площадка, розміри якої залежать від пружності матеріалів та
геометричних параметрів стискуваних поверхонь [3].
При цьому на поверхні оправки виникає
наріст внаслідок схоплювання пошкоджених шарів матеріалів прутка і оправки.
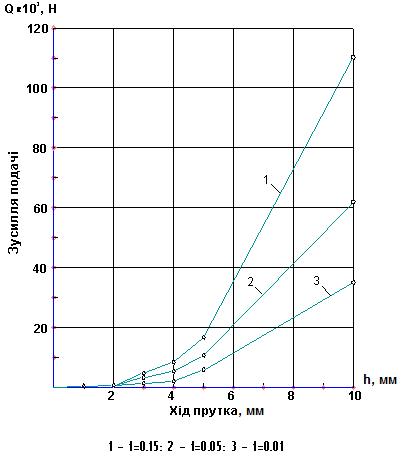
Рис.16 – Залежність
зусилля подачі Q прутка від ходу
h прутка і
коефіцієнта тертя f
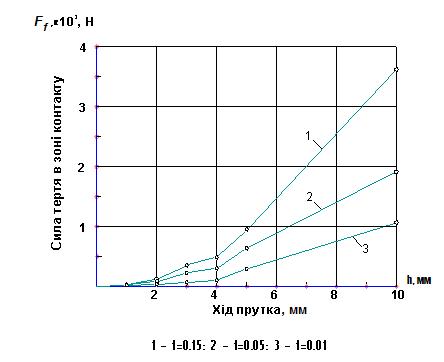
Рис.17 – Залежність сили тертя Ff прутка
по оправці від ходу h прутка
і коефіцієнта тертя f
Рис.18 – Залежність інтенсивності напружень σi від ходу h прутка і коефіцієнта тертя f
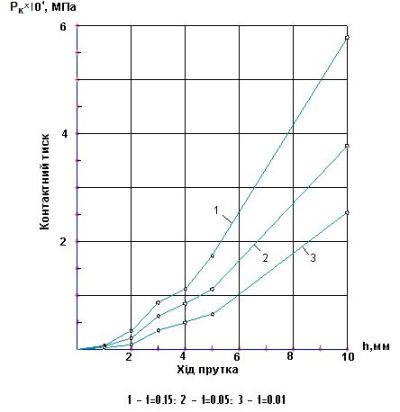
Рис.19 – Залежність контактного тиску Pк в зоні контакту
прутка з оправкою від ходу h
прутка і коефіцієнта тертя f
Для зменшення контактного тиску між
прутком і оправкою в зону контакту існуючої конструкції (рис.20, а) були
введені ролики (рис.20, б), які замінюють тертя ковзання на тертя кочення з
проковзуванням.
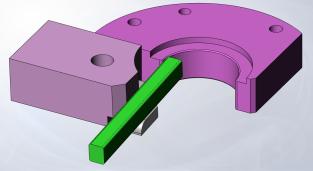
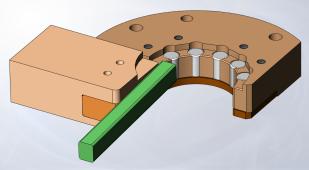
а) б)
Рис.20 –
Комп’ютерні моделі існуючого (а) та запропонованого (б) вузла
формоутворення пружини
Ммоделювання процесу навивання пружини у
вдосконаленому вузлі дало наступні результати (для h=10 мм і f=0,001):
Q=17´103 Н; Ff=411 Н; Pк=10,2´103 МПа; si=16,5´103 МПа.
Таким чином, результати підтверджують ефективність
запропонованої конструкції, яка суттєво зменшує технологічне зусилля Q подачі прутка, силу тертя Ff, контактний тиск Pк та інтенсивність напружень
si в зоні контакту.
Висновки
За результатами комп’ютерного моделювання
процесу навивання пружини великого індексу та встановлення впливу коефіцієнта
тертя на параметри процесу в зоні контакту прутка з оправкою, запропоновано
конструктивне удосконалення формотворного вузла пружиннонавивного автомату.
Проведені розрахунки вказують на те, що заміна тертя ковзання на кочення між
прутком та оправкою шляхом введення елемента кочення – ролика, дозволяє
позбутись негативних контактних явищ.
Література
1. Василишин С.А. Кузнечно-прессовое
оборудование для изготовления изделий из проволоки. – Хмельницкий: ТУП, 2001. –
260 с.
2. Анурьев В.И. Справочник
конструктора-машиностроителя. Т.1. – М.: Машиностроение, 2001. – 920 с.
3. Орлов П.И. Основы конструирования. Книга 1. – М.:
Машиностроение, 1988. – 559 с.