Харыбина
Ю.В., д.т.н. Питак Я.Н.
Национальный
технический университет «Харьковский политехнический институт», Украина
Применение боя периклазоуглеродистых изделий
для изготовления безобжиговых периклазоуглеродистых огнеупоров
Одним
из динамично развивающихся направлений огнеупорной
промышленности Украины является обеспечение металлургии качественными
отечественными огнеупорами. Технология
получения качественной стали требует применения стойких высококачественных
огнеупоров, для всей технологической линии начиная от выплавки до разливки
металла. В последнее время в сталеплавильном
производстве стал активно внедряться комплекс внепечной обработки стали, что в
свою очередь резко ужесточает условия эксплуатации огнеупоров сталеплавильного
ковша. Поэтому, в настоящее время продолжается активный поиск путей увеличения
стойкости футеровки сталеразливочных ковшей с одновременным повышением
эффективности ее использования.
Цель настоящей работы – разработка
эффективных составов периклазоуглеродистых огнеупоров для шлакового пояса сталеплавильного
ковша, позволяющих снизить скорость износа огнеупорной футеровки, а так же
сокращения удельных затрат на их производство.
Длительность службы шлакового пояса сталеплавильного ковша
футерованного периклазоуглеродистыми огнеупорами составляет 40 – 50 плавок [1].
Поэтому, в связи с тем, что на Украине нет месторождений
природного магнезита, рационально использовать в качестве основного сырья при
производстве периклазоуглеродистых огнеупоров бой периклазоуглеродистых
огнеупоров, что позволит снизить себестоимость готовых изделий, а также
применение безотходной технологии позволит уменьшить загрязнение окружающей
среды.
Нашей задачей было увеличить длительность службы футеровки, что
бы уменьшить затраты на производство стали. Для достижения этой цели нами
предлагается использовать бой периклазоуглеродистых изделий для производства
безобжиговых периклазоуглеродистых огнеупоров [2 –3].
Проведенные исследования показали, что введение
в шихту 70 – 85 % боя периклазоуглеродистых огнеупоров увеличивает прочность
при сжатии на 1 – 5 Н/мм2, снижает открытую пористость на 0,5 – 1 %,
увеличивает кажущуюся плотность на 0,01 – 0,03 г/см3 готовых
периклазоуглеродистых огнеупоров.
Рис. 1 Предел прочности на сжатие составов
периклазоуглеродистых образцов
Рис. 2 Открытая пористость составов
периклазоуглеродистых образцов 
Рис. 3 Кажущаяся плотность составов
периклазоуглеродистых образцов
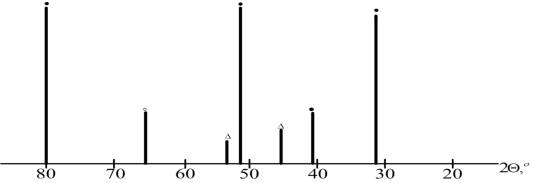
Рис. 4
Штрих-рентгеногамма периклазоуглеродистого образца (состав 4)
• – MgO, ○ – C, Δ – Al
Из данных рис. 4 следует, что полученный огнеупорный материал
содержит такие фазы, как MgO, С, Al.
Таким образом, применение высококачественных сырьевых
компонентов, оптимизация фазового и зернового составов позволяют получить огнеупорный
материал с высокими физико-механическими показателями при одновременном
снижении затрат на производство периклазоуглеродистых огнеупоров вследствие
применения боя периклазоуглеродистых изделий, что является одним из главных
направлений огнеупорного производства.
Литература
1. Можжерин, А. В. Эволюция дизайна и
стойкости футеровки 150-т сталеразливочных ковшей [Текст] / А. В. Можжерин, В.
А, Мусевич, А. П. Дука,А. П. Маргишвили, А. А. Пайвин, В. В. Казаков // Новые
огнеупоры. 2009.
– №1. – С. 5 – 14.
2. Technological Philosophy and Perspective of Nanotech Refractories /
S.Tamura, T.Ochiaj,, T.Matsui e.a. // Nippon Steel Technical Report. – 2008. –
№.98. July. – P. 18-28.
3. Мацуи Т. Характеристики
и использование магнезиальноуглеродистых изделий, полученных с применением
нанотехнологий / Т. Мацуи, К. Гото, Я. Ямада // Новые огнеупоры. – 2006. – №
12. – С. 61-64.