Магистрант
Жеңісхан Сайып
Л.Н.
Гумилев атындағы Еуразия ұлттық университеті,
Қазақстан, Астана
Үздіксіз және қалыпсыз тәсіл бойынша
қабырғалы темірбетон жабындарын өндіру процестерін компьютер
арқылы бақылауды көрсету
Аннотация Бұл
мақалада үздіксіз және қалыпсыз тәсіл бойынша
қабырғалы темірбетон жабындарын өндіру процестерін компьютер
арқылы бақылауды көрсету жайында қарастырылады.
Кілт сөздер:
өндірістік технология, басқарудың тиімділігі, басқару
фазасы, жоспарлау фазасы, есепке алу фазасы.
ЖАТ жағдайында адамдардың қызметін
ұйымдастырудың түрлері мен әдістері туралы білімдерді
меңгеруге, әртүрлі операциялық және
бағдарламалық жүйелермен жұмыс істеу біліктілігін
меңгеруге, басқа да дербес компьютерлерде қолданбалы пакеттермен
жұмыс істеуді үйренуге мүмкіндік береді.
Ақпараттық технологияның өндірістік технологиядан
айырмашылығы оны адамның қатысуынсыз роботтар іске асыратын
үздіксіз процеске айналдыруға болмайтындығында. Өйткені
ол құжаттың көшірмесін алу, есепке енгізу, есеп
шығару секілді жұмыстармен қатар шығармашылық
ізденісті талап ететін шешімдер қабылдау, мәселені жүргізу
жолын өзгерту, бірнеше мүмкіндіктерді салыстыра отырып,
олардың ішіндегі ең тиімдісін іріктеп алу сияқты таңдау
жұмыстарын кеңінен жүргізумен өте тығыз
байланысты болады. Сондықтан қабырғалы темірбетон жабындарын
өндіру процестерін компьютер арқылы бақылауда
ақпараттық технология “адамдық факторға” үлкен
көңіл бөледі және оның шеңберлік
деңгейінің өсуіне әсер етеді.
Ақпараттық технологиялардың мүмкіндіктері
темірбетон жабындарын өндіру процестерін компьютер арқылы
басқаруда да өте кең және әр түрлі.
Бұл аумақтарда ақпарат АТ-ның қолдануының
жаңа көкжиектерін ашады. Бағдар бөлінетін
жүйелерді жетілдіру мен енгізуге бағытталған, әсіресе
клиент (тұтынушы) - сервердің архитектурасы, торлық
технологиялардың барлық түрлерін кеңінен қолдану.
Мекемедегі АТ ақпараттық өнім
құруда мекемеге темірбетон жабындарын өндіру процестерін
басқаруды түрлендіруге әсер ететін негізгі мақсаттары
бар. Өндіріс мақсаты шығымы минималды, анағұрлым
табысты қамтамасыз ететін шикізаттың бәсекеге лайықты
шығару болып табылады.
Басқарудың тиімділігін жоғарылату
үшін АТ контуры негізгі болып табылатын өндірісті басқаратын
автоматтандырылған ЭАЖ құрылады. Темірбетон жабындарын
өндіру процестерін басқаруда АТ ұйымдастыру
құрылымында олардың мазмұны мен ақпараттық
ағымдардың болуын және оладың мазмұнын ескереді.
Темірбетон жабындарын өндіру процестерін автоматты
басқаруда бірнеше негізгі басқару фазалары орындалады, олар жалпы
математикалық модельді басқаруда (ЖММБ) мақсатқа жету
траекториясы – жоспарланған өнімнің өндірісін ұстап тұрады (1- сурет).
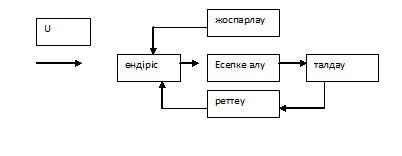
1-сурет. Темірбетон жабындарын өндіру процестерін
басқару фазасы.
Үздіксіз және қалыпсыз тәсіл
бойынша қабырғалы темірбетон жабындарын өндіру
шығарылатын өнімнің моделін көрсететін және
жоспарлау фазасында өңделген жоспарға сәйкес
ұйымдастырылады.
Өндірісті функционирлеу процесінде оған U
кері әрекет етуінен оған жоспармен берілген параметрлерден
ауытқуына әкеліп соғады.
Темірбетон жабындарын өндірудің
ағымдық қалпындағы функциясы есепке алу фазасында
өндіріледі. Келесі, талдау фазасында берілген жоспардан
өндірісітің ауытқу дәрежесі анықталады және
ауытқу пайда болған ауытқуды алыстату стратегиясы
өңделеді. Өндіріске тікелей әрекет етуі, оның
параметрлерінің реттелуі, реттеу фазасында орындалады және ол
өндірісті берілген қозғалыс траекториясына алып келеді.
Темірбетон жабындарын өндіруді басқарудың
түрлі фазаларында басқарудың көп санды функционалды
есептерін шешуге тура келеді.
АТЖ (ақпаратық технологиялардың
жабдықтары) - мен функционалды есептерді шешуде олар есептегіш есептер
түрінде болуы, алгоритмделген немесе ЭВМ – ге енгізілген болуы қажет.
Бұл есептерді шешу берілген фазаға
қажетті нәтижелік ақпарат береді.
Жоспарлау
фазасы: (10.2 – сурет) Реттеу
фазасының есептері мен модельдерінің комплексі бұл
басқару фазасында түрлі уақыт режимінде бірнеше
жоспарлаудың функционалды есептер комплекстері шешіледі: перспективті
жоспарлау (3-5жыл), жылдық және опативті (жылдан аз).
Перспективті жоспарлаудың математикалық
моделі өндірістік мекеменің даму стратегиясын және
қалпын 3-5 жылдан соң сипаттайды, әрине, мұндай
жоспарлау болжам болып табылады және олардың құрылуына
математикалық әдістер мен модельдер жатады.
2. Есепке алу фазасы. Бұл фазада шешілетін
есептер комплексі негізінде бухгалтерлік есептерге қатысты және
өз құрылымында негізгі құрылғылар мен
бағалы материалдар, еңбекті есепке алу мен оның төлемі,
өнімнің бағасын, ақшалай және есептеу
операцияларын, есепке алу т.с.с. ие.
Математикалық модельдер мұнда
қарапайым, ол нәтижелік ақпарат бухгалтерлік есепке алу мен
есеп беру, өндірістің қалпын бейнелейді.
Есепке алу фазасында шығарылатын ақпарат
талдау фазасында, ал кіріс модельдеріне, яғни фазаның
шығарылатын ақпараты өндірістің қалып –
күйі этолоны ретінде қолданылады.
Талдау
фазасы. Мұнда есептер берілген
мәндерге (жоспарға) қатысты өндірістік
процесстердің бөлек параметрлерінің қалпын талдау
бойынша шығарылады.
Бұл шығарылатын өнім мен оның
құнын талдау бойынша, еңбек ресурстары мен еңбек
шығыны, материалды және финанстық ресурстардың
қалпын талдау бойынша есептер.
Логикалық деңгейде бұл есептер бір
және көп ретті талдаудың, аналитикалық және
оптимизациялық есептердің математикалық моделімен
сипатталады.
Талдау фазасында функционалды есептерді шешу
нәтижесінде аналитикалық кестелер, графиктер, өндірісті
реттеу бойынша ұсыныстар алады.
Реттеу
фазасы. Мұнда күнтізбелік
жоспарлау мен мұнда функционалды есептері шешіледі, яғни
ақпарат пен шешім қабылдау негізінде талдау фазасында
өндірістік процесстің параметрлеріне оперативті әсері
орындалады.
Темірбетон жабындарын өндірудің
күнтізбелік және желілік графикасы, маршруты, диспетчерлеу алгоритмдері
осы фазаның нәтижелік ақпараты болып табылады.
Өндірісті басқаруда АТ процестерінің арасында негізгі орынды
білімді көрсету процесі алады. АТ физикалық деңгейіне
сәйкес ішкі жүйенің бірігуі, АТ бағдарламалы
ақпараттық жабдықтардың көмегімен таралады:
басқару, айырбастау, жинақтау, өңдеу, білімді
көрсету.
Мекемеде үздіксіз және қалыпсыз
тәсіл бойынша қабырғалы темірбетон жабындарын өндіру
процестері мәліметтерінің жинақталу процесі мекеменің
серверде және АЖО-ғы локальді мәліметтер базасында мәліметтер
банкін ұйымдастыру жолымен таралуы мүмкін. Қазіргі дербес
компьютер мен серверлер жылдан-жылға мәліметтердің кең
көлемін өңдеп жинақтауға мүмкіндік береді,
осыған орай өндірісте АТ өндірілуі мен сыйымдылығы
өсіп жатыр. Жұмыс станциялары (ЖС) және Дербес компьютерге
(ДК) дәстүрлі архитектуралы болып келеді, олар жүйелері
есептеу бойнша қалыптасқан. Бір ағымдық командалар
арқылы, олар бір ағымдық деректерді өңдейді.
Есептеуді осылайша ұйымдыстыруды Фон-Нейман ұсынған болатын
және соның есімімен аталуда. ААЖ – дің есептеуіш
алгоритімдерінің және шешілуші есептерінің
күрделенуінің арқасында бұл облысқа жоғары
өнімді ЭЕМ-ді енгізуге тура келді. Есептеуді ұйымдастыру командалар
ағымдары көптігі негізінде құрылған, тап осы
ағымдардың жиынын өңдеуші. Бұл ЭЕМ-нің
архитектурасы параллельді деп аталады – «НЕ Фоннеймановский» ЭЕМ-нің
командалар және деректер ағымдарының күрделігі
және даралығы бойынша төрт классқа бөлуге болады.
Бірақ. Практикада ЭЕМ-нің үшінші классы қолданылады.
6.1-суретте ЭЕМ-нің үш классының оңайлатылған
схемалары көрсетілген, құрамына келесі блоктар кіреді:
ЖЕҚ командасы, деректер ЖЕҚ, басқару
құрылғысы (БҚ), орталық процессор (ОП), сонымен
бірге командалар ағымы (К) және деректер ағымы (Д).
ОКОД ЭЕМ классы - бұл «Фон - неймановскийдің»
дара командалар ағымынан және дара деректер ағымынан
тұратын дәстүрлі машинасы. Оған РС және ДК
кіреді. ЭЕМ ОКМД – бұл көптеген деректер ағымы мен дара
командалар ағымынан тұратын параллельді компьютерлер. ЭЕМ МКМД –
бұл көптеген командалар ағымынан тұратын коппроцессорлы
ЭЕМ. Сонымен бірге 6.1- а, б – суретінде ЭЕМ-нің үш классына
сәйкес есептеуді ұйымдастыру алгоритімі көрсетілген
стрелкамен командалар және деректер ағымы көрсетілген,
дөңгелекшелермен – орындалатын операторлар.
ОКОД ЭЕМ жағдайында есептеу жүйенің
алгоритімі қолданылады. ОКМД ЭЕМ классының есептеуін
ұйымдастыру үшін жүйелі-топтық алгоритімі
қолданылады. Бұл жағдайда орындап жатқан операторлар
топтарына векторларға және матрицалық деректерге сәйкес
операциялар орындалады. ОКМД ЭЕМ-і матрицалық және векторлық
түрде іске асырылады. Өйткені, бұндай матрицалардың
өнімділігі жоғары, оларды супер – ЭЕМ дейді.
Матрицалық супер–ЭЕМ дегеніміз – өзінің
жеке локалды ЖЕС құрылғысы бар бірдей процессорлық
элементтер жиынтығы. Матрицаның әр бір процессоры барлық
бірдей командаларды орындайды.
Матрицалық ЭЕМ-нің кемшіліктері –
матрицадағы процессорлық элементтердің шектеулігі
ЭЕМ-нің өнімділігін шектейді. Өңделетін
деректердің векторлары ұзын болған сайын, матрицалық
супер – ЭЕМ –нің өнімділігі скалярлық машина деп аталатын
қарапайым ОКОД ЭЕМ-ге қарағанда.
Бұндай кемшіліктен ОКМД классына жататын супер –ЭЕМ
векторлары ғана босатылған. Матрицалық
ЭЕМ-геқарағанда векторлық супер – ЭЕМ-де бір процессордан
тұрады, бірақ оның аппаратуралары бөлек
секцияларға бөлінген. Сонымен бірге әрбір секция
векторлық деректердің элементтерін өзінің
логикалық ішкі функциясының такт уақытында
өңдейді, оған ол векторлық процессордың
жұмысын көрсететін, жалпы логикалық функция кіреді. Элемент
векторы секциядан секцияға бөлек-бөлек (жаңа
уақыт) бойынша үзіліссіз конвейрін қалыптастырады.
Конвейрдің секцияларын оның сатылары деп аталады. Бұндай
супер-ЭЕМ – нің ең негізгі кемшілігіне – конвейр кірісіне келетін
үзіліссіз ақпараттар көлемін өңдеудің
бірден төмендеуі.
Пайдаланушы мен әрекеттескен уақыт
тапсырманың шоттарының уақытымен өлшемдес; есептеу
уақыты диалог уақытына қарағанда көбірек. ААЖ
есептелетін тапсырманың мәліметтерінің көлеміне
қарай, келесідей бөлуге болады: ЭЕМ-нің негізгі жадысын
монополялық қолданушылар және ЭЕМ негізгі жадысын жартылай
қолданушылар. Осындай ААЖ шешілетін тапсырмаларға техникалық
құралдардың жұмыс істеу режиміне қажетті:
Бағдарламалық режим, бұнда есептеліп
жатқан тапсырмаға ЭЕМ-нің барлық ресурстарын
қолдана алады. Фиксирленген тапсырмалар саны бар мультибағдарламалық
режим; бұндай режимде ЭЕМ ОП фиксирленген сандар бөліктеріне
бөлінеді; кейбір сыртқы құрылғылар бірнеше
тапсырмаларда қолдануы мүмкін.
Тапсырманың өзгергіш санынан
құралған мультибағдарламалық режим, мұнда
ЭЕМ-нің барлық ресурстары ортақ. Жергілікті режим, бұл
жағдайда пайдаланушы тікелей ЭЕМ мен жұмыс жасайды. Қолданушы
режимі, мұнда периферилік құрылғының жартысы
процессордың байланыс каналымен байланысқан. Техникалық құрылғылардың
жұмыс істеу режимін пайдаланушының тапсырманы шешуде қатысуы бойынша
классификациялауға болады.
Қорыта келгенде, біріншіден, дамыған
мемлекеттер үздіксіз дамитын, кеңейетін және жетілдіретін
ақпараттық инфрақұрылымды және
ақпараттық кеңістікті ұйымдастырған: ақпаратты
жинауға, өңдеуге, қолдануға және
таратуға болатын қор болды. Егер де қоғам
өмірінің барлық аумағында, әсіресе
құрылыс материалдарын өндіруде де, ақпараттық
технологияларды және ақпараттық жүйелерді көлемімен
қолданса, мемлекет жоғары
экономикалық және әлеуметтік жетістіктерге жете алады
және әлемдік экономикалық жүйеде толығымен
серіктес ролін атқара алады. Ақпараттық технология –
ЭЕМ-нің көмегімен үздіксіз және қалыпсыз
тәсіл бойынша қабырғалы темірбетон жабындарын өндіру
процестерін де компьютер арқылы жүргізуде, яғни онда
ақпаратты жинау, енгізу, тасымалдау, сұрыптау, іздеу, реттеу,
өзгерту және өңдеу жұмыстарының тізбегін
пайдалана отырып жүзеге асырады.
Әдебиеттер:
1. Колосов В.Г. Гибкая автоматизация. Концепция авторазвития. С-Петербург,
“Политехника”, 1992. -389 с.
2. Строительные
нормы и правила, ч. 2, раздел В. гл.1. Бетонные и железобетонные
конструкции. Нормы проектирования. - М., 1970.
3. Комар А.Г.
Құрылыс материалдары мен бұйымдары. - М.., 2010.